“手作り家具”と機械設備(番外編 その3)
 段欠きの工程(番外編)
段欠きの工程(番外編)
本論考において掲載しようと撮影していたものを失念していたので、「番外編」として、簡単に紹介しておきたい。
キャビネットなどの複数の部材を接合するようなところへの段欠きの施し方について。
極めてありふれた一般的な処方であると思われるのだが、アマチュアの読者もいるようなので、掲載する意味はあるかもしれない。
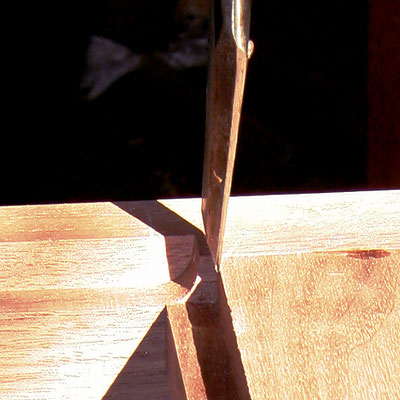
画像は、あるキャビネットの背面部分。
上の板が帆立。縦の幅広板は後ろ桟の下部。下は束だ。
この段欠きしたところに框に組んだぱパネルを落とし込み、木ねじ止めとする。
これは西洋の家具によく見られる手法だ。
嵌め殺しでも良いのだが、塗装のしやすさ、パネル部の交換可能なことなど、この方法にはいくつかのメリットがある。
パネルを框に組んで、無垢の鏡板を入れるという手法は、なかなかやっかいな方法ではあるが、うちではこうした手法は一般的。
框の厚みは10〜12mmほどで、その量だけ欠き取ることになる。
 なおあらかじめ言っておかねばならないが、この段欠きの加工手法であるが、実はこの画像のものよりも、もっと良い方法がある。
なおあらかじめ言っておかねばならないが、この段欠きの加工手法であるが、実はこの画像のものよりも、もっと良い方法がある。
「違い胴付き」という手法だ。これは胴付きを上下、段欠きの量だけ、オフセットにすることで(胴付きを上下で違えることで)、接戦が切れることなく、連続した流れで接合されるので、とてもスマートで納まりがよい。
したがって、キャビネットの地板など、目に付きやすいところにはこの方法を取ることが多い。
またいずれ機会があれば撮影して紹介したいが、今回のものは背面でもあるので、簡便な手法としている。
加工のプロセスを以下に記す。
- まず基本は度々押さえてきたことの繰り返しになるが、昇降盤に段欠きの量+α の幅のカッターを装着し、フェンスに捨て板を張り付け、目的の欠き取り量をセットし、被加工材の所定の領域を欠き取る。
当然にも昇降盤に取り付けた 7″、8″のカッターでは円弧状に段欠きされない個所が残ってしまう。
(可能な限りに目的のところ近くまで欠き取ること) - この残ってしまったところの欠き取りの方法で、最も良いのはルーターマシーンに取り付けたストレートビットによる方法である。
もしルーターマシーンが無ければ、ハンドルーターをルーターテーブルにセットすることで代用すれば良いだろう。
(ハンドルーターに取り付けるフェンスでは、やはり精度において不安があるだろう)
このルータービットでの切削は、可能な限りに極限まで近づけること。 - 最後に画像のように、ほんの少し残ってしまった個所は手のみで切削してやれば良い。もう直線性は出ているので、毛引きも不要であれば、さしたる熟練も必要のない、簡便な手のみ技で終えることができるだろう。
このように加工における直線性の精度、切削肌、など諸々の諸条件を考えたとき、やはりあくまでも切削能力の高い昇降盤+カッターを用いることを基本とし、それが無理なところを、ルーターで補い、最後に手業で決める、といった一連の工程の考え方というものは、あらゆる加工工程における、普遍的な考え方と言えるだろう。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
