チップソーの活用は適切に
木工機械で最も頻繁に使われる刃物は丸鋸の刃、現在ではチップソーと呼ばれるカーバイドチップ(超鋼合金)が刃先にろう付けされた刃物がほとんどだろうと思う。
ボクがこの仕事を始めた頃には既に全ての丸鋸がチップソーになっていた。
工場には使われなくなって久しいと思われるようなハイス鋼のものなども残っていたが、いつの頃からこうした状況になっていったのだろうか。聞きそびれている。
この丸鋸という刃物は、昇降盤などと組み合わせとても快適に切れるのでありがたいものだ。
感謝を込めて(笑)、今日はうちで普段用いるチップソーの代表的なものをいくつか紹介しようと思う。
こんな記事を上げることについては怪訝に思われる向きがあるやもしれないね。
あまりにもありふれた木工刃物だからね。
理由が無いわけではない。
うちに訪ねてくる訓練校出身、あるいは美術系大学出の若い方々の中には、加工工程における木材の縦挽き、横挽き、あるいはその切削目的に全く無関係に同じ刃物を使おうとする傾向があったりすることによる。
あるいはネット上の記事にもこれと同様な画像を何度も見せられ、いささかその現状に唖然とし、参ってしまっていたからだ。
材木という天然の有機素材には、その特徴の1つとして必ず繊維方向というものがある。
当然にもこれを切削するには、それぞれの切削方向に適合する丸鋸の刃というものが用意されている。
これを間違うと、過度な切削抵抗があったり、快適なフィーリングでの切削ができないということになる。
木工機械を駆動させる電動機は2馬力〜4馬力などまで様々なパワーのものがあるが、いずれにしても強力なパワーを持つので、あえてチップソーのタイプを選ばなくても切削、切断するということはできるはず。
しかし手鋸での切削を考えてみれば判るように縦挽きと横挽きを違えると、まるで良い切削ができないことは誰しも経験するところだ。
チップソーとて同じ。
それぞれ仕様目的に合わせ、刃の形状、すくい角、傾き角、逃げ角などが異なる。
したがってこの切削目的を違えるとやはり良い切削はできない。
横挽きのところを縦挽きで切ればいらぬ摩擦力で切削抵抗も大きいだろうし、切削肌も荒れてしまう。縦挽きのところを横挽きの刃で切れば当然にも切削抵抗も過大になり、刃も傷むこと請け合いだ。
どうしてこうした木工所の職人としては至極当たり前のことが理解されていないのだろうか。
彼らに訊ねてみれば、指導を受ける中で、チップソーの選択についてまともに教えてもらっていないということがあるというので、びっくりさせられてしまう。
これはどうも教育現場では大勢の未熟な生徒達が1台の機械を共用するという環境下で、十分な刃物管理ができないからだろうという推測は成り立つ。
あるいはネット上で見られる刃物選択の間違いは、その多くはアマチュアの方々であり、整備すべき刃物も十分な用意ができないということは理解できないわけではない。
しかし時折プロと思しき方においてもそうしたことが見られ、これは一体どうしてなんだろうとはたと首を傾げてしまう。
ネットという公的空間での発信にはその影響を考え、もう少し留意していただけたらと思う。
さてうちのチップソーを使われる機械は以下のようなものになる。
・軸傾斜丸鋸昇降盤
・テーブル傾斜丸鋸昇降盤(主軸+補助軸)
・移動テーブル式横切り盤
・4軸ホゾ取り盤
・電動工具の丸鋸(軸径が小さい)
などか。
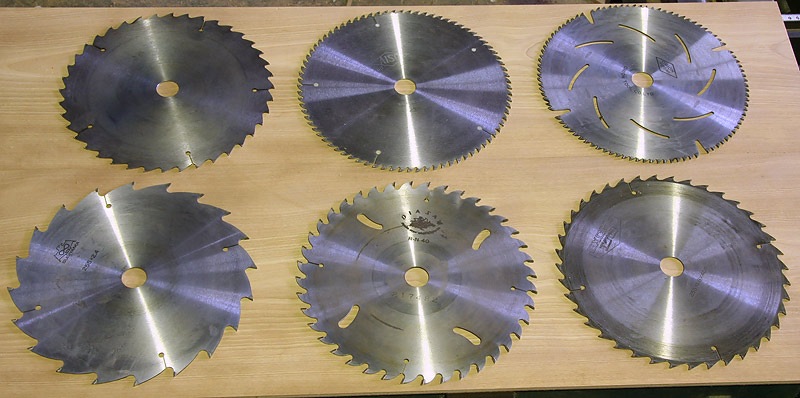
さっそく簡単ではあるが丸鋸を紹介しよう。
まず画像上右から左回りに(外形、厚さ、チップ数、用途、製造メーカー)
- 255、2.2t、100、横挽き、ORION
- 255、2.2t、 80、縦、横兼用、AISO
- 255、2.2t、 40、縦挽き用、AISO
- 255、2.4t、 20、縦挽き、荒木取り用
- 255、3.0t、 40、縦挽き用、庄田
- 255、1.8t、 40、縦挽き(カッターとして)
- 305、3.0t、100、横挽き、カネフサ(横切りなどに)
- 382、3.0t、 40、荒木取り用、カネフサ
- 305、3.0t、 50、縦挽き用、カネフサ
木工家具製作現場では恐らくはほぼ同様なラインナップでの整備となると思う。ありふれた丸鋸というところだ。
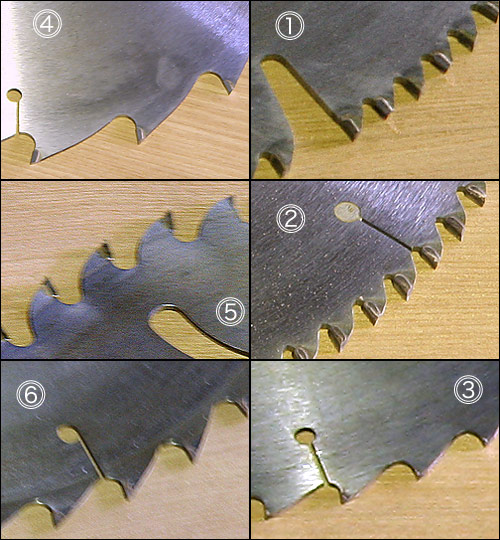
さて、加工の目的によっても様々なタイプがあるので、もう少し詳しく見ていこう。
まず木取りだが、この段階では切削肌は問題にはならず、荒い状態の板でも軽く重切削できる刃物でなければならない。
したがって歯数は20枚。胴も厚い方が良いね。ここでは4番のもの。(チップ数が多くなればその分切削抵抗は高くなることの説明は要しないだろう)
次にリッピング、縦挽きでの小割り、あるいは段欠きなどの加工には40〜50枚チップで、縦挽きに適合した刃先角度のものを用いる。ここでは3番、あるいは5番。
荒木取り用の横挽きにはに80枚ほどの胴厚のもの(3.0mm〜)が良いだろう。
部材の総丈決めなどでの横切り盤に用いる鋸には305mm〜の外形寸法で、100枚チップのもの。画像は割愛した。
木口のクリーンカットには、横切り用の100チップのもの。
なお、留め切り専用として、独自の切れ刃の角度設計されたものもある。ここでは割愛。
傾斜盤での胴付き加工などに用いているのが100チップの横切り用。ここでは1番のもの。
因みに2番は80枚チップの縦横兼用ということだが、椅子の試作などで使うときがある。
6番の薄い縦挽きは鋸というよりも、駒止め金具専用のカッター様のものとして使っている(駒の厚みが2mmで、この1.8mmのスリットに打ち込む)。
最後に8番の大きな鋸は厚い材木の挽き割り用であるが、既製のままでは遠心力にのこ身が伸びて蛇行ブレが生じたため、腰入れ(のこ身中心部分をたたいて伸ばしてあるのが見えるだろうか)がされてある。
これらは活用している丸鋸の一部だが、目的に叶った鋸を用意し、適切に選択して快適な木工に供したいものだ。
なお、先にも紹介したfreudの丸鋸など欧米の丸鋸は概して胴厚のものが基本だ。
これは機械性能であるとか、作業者の体力の違いによるものと考えられるが、あまり厚いのも、切削抵抗が大きいので大変であるし、逆に薄すぎると腰が抜けやすかったりするので、材質、切削負荷など、総合的な判断の下、怪我の無いように、快適な切削ができるような刃物を選択したい。
またこの freudの紹介の時にも述べたところだが、日本の製造メーカーにはキックバック対策がほとんどなされていないという問題は、もっと指摘されても良いだろう。
JIS規格制定の関係者にはぜひ善処を望みたい。

* 画像はいずれもクリック拡大
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
