カーリーメイプルの ジュエリー チェスト(その4)
トール ベース

このジュエリーチェストを載せるベースですが、500mmほどのWideに対し、甲板まで950mmの高さがあることから、“トールベース”と表記。
これはジュエリーチェスト、収納部へのアプローチに手頃な高さからのものです。
全体のバランスからしてやや重心が高くなりますが、これはこれで、スタイリッシュなプロポーションではあると思うのですが、如何でしょう。
脚部などに独自の意匠も視られますので、その辺りを中心にご紹介します。
構成
4本脚のトールキャビネット
- 左右帆立の側板、背板などは1枚の無垢板
- 正面は1,500Rの円弧状の棚口2本。
- 底板
- 甲板は脚部意匠に相似形に成型され、駒留め
- 抽斗はフルトラベルの機構を有するスライドレール方式
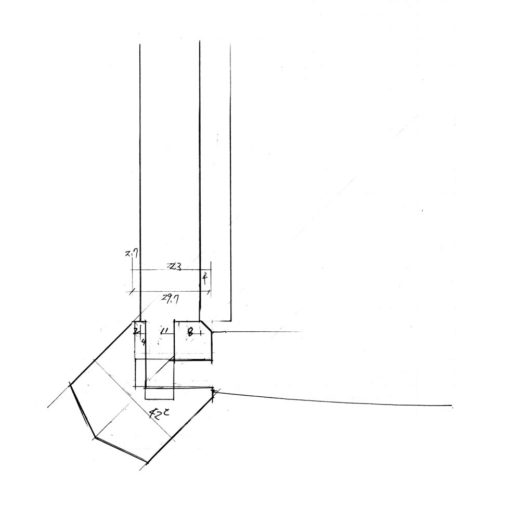
脚部、および 抽斗収納部
42×60mmの断面を持つカーリーメイプル材を、テリ脚に成型。
この工程の前段階、脚部は45度に捻る形の意匠にしますので、そのための胴付き面を成型確保する必要があります。
つまり、帆立側と棚口側、および背板側の枘が挿入される胴付き面を獲得すべく、42×60mmの平角材の2面を45度に切削しつつ、同時に全体をテリ脚に成型していきます。
当然ですが、テリ脚とは言え、抽斗がくる部分の胴付き面はあくまでも平滑面として残し、残余の下部を成型していきます。
次いで、これら胴付き面の逆側に、20度の角面を獲得します。
この結果、断面で視れば、7角形になります。
このように45度に捻りつつ、対面にはエッジをもたらす面取りを施していくわけですが、これはテリ脚のプロポーションにより豊かな表情をもたらすための手法です。

やや煩雑で、少し難易度の高い加工法になってきますが、Fine Woodworking ってのは、そうした手法も時には必須なものとして、作業者はこれを喜々として挑む思考が備わっているものです。
生産性であるとか、これでいくら儲けようとか、そうした通俗的観念が頭をよぎった時点で、たぶん巧くはいかないので、精神衛生上からも止めた方が良いかも知れないです。
またこれらの成形加工では、ピンルーター、あるいは高速面取盤(Shaper)に依るのが一般的ですが、これらを設備していないところでも、いわゆるルーター盤などでも、ほぼ同様の加工ができるでしょう。
次に枘穴の開孔ですが、こうした異形な形状ですので、側板、背板、棚口が関わってくる枘穴加工は、少しやっかい。
あらかじめジグを作り、枘を穿つ面はあくまでも水平を維持されるよう、また事実、水平である事を常に水準器で確認しつつの作業となります。

また枘穴の位置関係ですが、通常、私は芯芯に枘を設計し、ど真ん中を意識しつつ加工していくところですが、今回のようなケースでは異なる配慮が求められます。
ここに挿入される側板、背板、棚口との関係は45度になりますので、どの程度のチリを設けるのか、あるいは、強度を確保するため、枘の絡み、相互干渉をどのように処置し納めていくのか、設計段階で入念に思考を巡らせ、また加工現場では常に平滑性を意識し(異形な形状であるため)、位置関係を慎重に確認しつつ、進めていきます。
今回は帆立の収納部分の幅が135mmほどありますので、これらの枘は内部で交差させ、可能な限り深く挿入させる形にしました。
たぶんん、そうで無いと接着強度の確保が難しくなるでしょう。
正面の棚口も同様です。(画像をご覧いただければお分かりになれます)
なお、帆立には、抽斗摺動のための三段引きスライドレールの受け部分を接着固定させます。
ここにレールもあらかじめ組み込んだ状態で、組み上げていくことになります。
またこれらレールの位置関係は、抽斗摺動の精度に深く関わってくるところから、慎重に行うことが求められます。
抽斗が納まるブロックの下端にはグルリと1分の紐面を廻しておきました。
過飾は戒めたいところですが、さりげない面形状の施工は丁寧な作りであることの標章でもあるでしょう。

抽斗
スライドレールを用いますので、抽斗の全幅は慎重に計測しなければいけません。
ただこれは、単にデスクプランだけでは巧くいかず、摺動のスムースさを考慮した場合、
どの程度のクリアランスを設ければ良いのかは、経験的なものが必要になってきます。

前板は先述のように1,500Rとしますが、この曲面切削の前段階で、側板、向板との接合のための天秤差し加工を行わねばなりません。
また、この際、スライドレールが絡んでくるところから、この位置関係を考慮し、天秤を設計します。
これまで何度か語ってきましたが、こうした小さなサイズの天秤差しですが、ハンドルーター、および丸鋸傾斜盤で加工し、最後は鎬ノミなどで仕上げるという工程は大きなものと変わりません。
ただ、丸鋸傾斜盤で用いる刃は、アサリが小さなものにします。1.8mmとか、
甲板
カーリーメイプルの1枚板で作ります。
4本の脚部の形状に沿わせ、また正面は1,500+α Rの円弧状に切削。
シンプルに長方形の1枚の板でも良いでしょうが、脚部の〈捻りテリ脚〉に合わせた形状にすることで、より脚部との親和性が高くなり、納まりも良いものです。
上に載せられる本体キャビネットを安定させるよう、キャビネットの脚部がくる部位を1〜1.5分ほどに窪ませるのも悪く無いと考えますが、これは思案中。
天板の固定方法は、カスタムメイドの金属製クランク型の駒です。

ジュエリーチェストの紹介と加工工程の解説は以上です。
今後も銘木を用い、Fine Woodworking 手法で、精緻で美しいスモールな家具を作っていきたいものです。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
