長尺モノの組み立て

キャビネットの制作工程は、家具制作の中では比較的シンプルと言えるかも知れません。
一般的には次のような工程になります。
- 設計
- 木取り
- 墨付け
- 枘穴開孔
- 枘加工
- 小孔加工
- 面取り
- 仕上げ
- 帆立組み立て
- 地板等の組み立て
- 全体の組み立て
- 引き出し、扉、戸などの制作
私のように40年近くも家具職人として従事していれば、これらは淡々と途上で滞ることもなく、全てはスムースに高品位に進捗していくものです。
若い頃、私が世話になった親方がまさにこれでした。
極端なことを言えば、図面さえ必要とされず、ずべては彼の頭の中に入っていて、一切の無駄は無く、淡々と見事なまでに高度な木工品質で組み上げていくのでした。
夕方の5時前には仕事を終え、同じ敷地にあった自宅にいったん戻り、風呂を浴びたかと思えば、日本酒が注がれたコップを片手に戻ってきては、わたしの仕事ぶりをニヤニヤと見据えるのでした。
さて、今回は少しだけ様子が違います。
構造はキャビネットとしてはシンプルな構成なのですが、間口が2.6mとハンパなく長大なのです。
一昨年、3mほどの長大な栗のデスクを制作しましたが(こちら)、この時はキャビネットとは異なり、よりシンプルな構造でしたし、一般的な枘に代え、接合部位のほとんど全てをアリで設計制作し、接合の困難さを克服したものですが、今回は通常の枘立て。
2.6mの長さの部材に枘を作ることも難儀ですが、それ以前に部材を作る〈木取り〉段階からかなりやっかいなものがあります。
材料そのものも、板目は避け、極力柾目で反っていないものを選択し、手押し鉋の刃も切れ味良いように交換し、軽快に切削してくれませんとダメですね。
無理に手で押さえ込んだりすれば、たちまち平滑性は損なわれ、仕上げは碌なモノになりません。
あるいは、うちの工房の天井はあまり高くなく、2.8mしかありませんので、部材の取り回し自体、かなりやっかいで天地をひっくり返すだけで端末を機械などにぶつけそう。
まぁ、それでも冒頭に書いたように、淡々と首尾良く進めることができたのはありがたいことです。
2.6mの長さの場合、組み立てはどうするのか
問題は組み上げる際のクランプの長さですね。
うちには2mほどの長いものとしては、ポニークランプが4本、BESSEIのボディクランプが2本。それだけです。
これでは2.6mのものは組めません。
皆さんならどうしますか。
容易に解決させる考え方としては、3/4インチの水道管をカプラーで必要な長さまでジョイントさせる方法でしょうか。
これであれば、どのような長さのものでも、ポニークランプで締め付けることが可能でしょう。
私は別の方法を取ります。
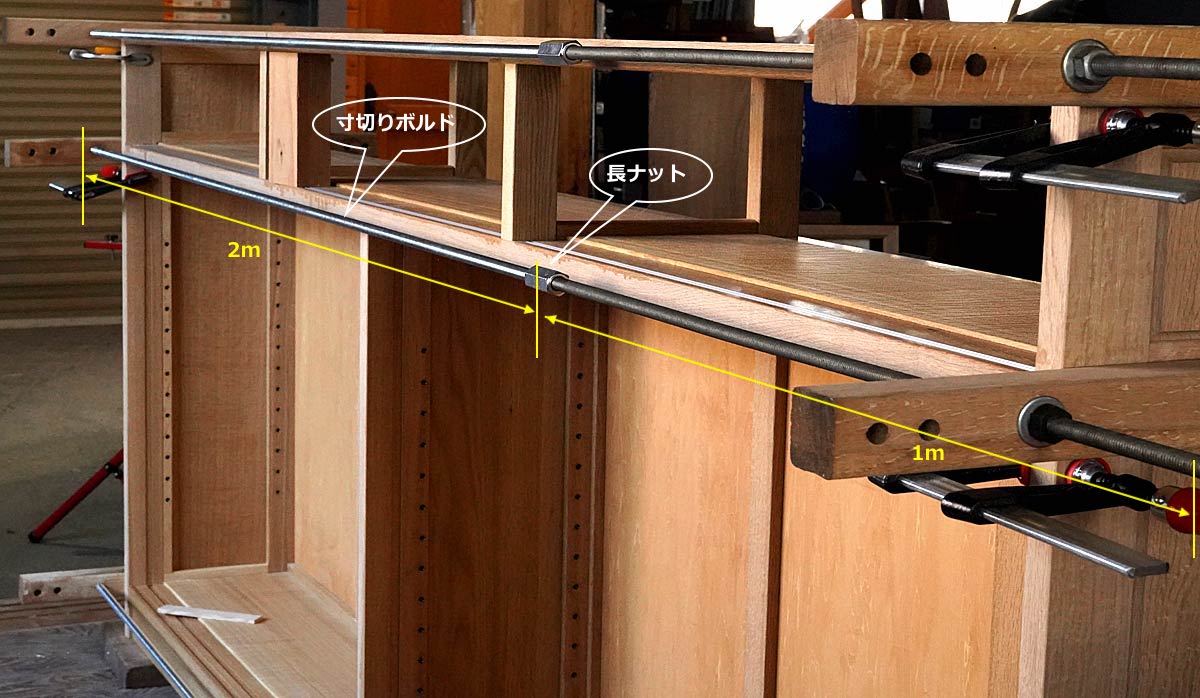
〈寸切りボルト〉を使うのです。
キャビネットですので、 長方形の妻手方向の接合であれば、表と裏から〈寸切りボルト〉を通した厚めの板をあてがい、全ネジのナットを両口ラチェットレンチで締め付けていけば良いのです。
これはやむを得ず、こうした手法を取らざるを得ないというのではなく、むしろクランプなどよりも均等に、正しく締め付けていく方法としては、実に理にかなった方法と言えますね。
また、本体に接触する部位は一定の面積のある木部ですので、クランプのように当て木を介する必要性は無く、そのままダイレクトに枘位置にあてるだけで良いのです。
特殊なケースでの手法というものではなく、普遍的です。
私は大きなキャビネットの組み立ては、起業時からほとんどこの手法で行ってきています。
つまりクランプの長さが足りないから、というのではなく、普遍的な組み立て手法の1つと位置づけられるものといって良いでしょう。
既にお分かりでしょうが、本体のカネ(正しい矩形であること)の微調整なども、この寸切りボルトによる締め付け位置を左右、前後、上下を調整することで、どのようにも変化させることができ、適切な圧締を加えることができるでしょう。
職業木工家の方には無用な話しですが、キャビネットなどを組み上げる際の要諦の1つとして、カネや平滑性を確認しながら行うということは大変重要です。
これを意識せずに組み上げますと、カネが取れず歪んだり、平滑性を損ねたものとして組み上がってしまいます。
その結果、このキャビネットに納まる引き出しであったり、扉などは、この歪んだ駆体に嵌め合わせねばならなくなり、とても難儀することになります。
状況によっては、いかにこの歪みに合わせるべく苦闘したとしても、吊り込みや、摺動に問題が残ってしまうことでしょう。
極論を言えば、木取り段階、墨付け段階から正確無比な高精度の加工を施すことで、全てはスムースに、無駄が無く、高い生産性が確保され、良い結果に繫がるのです。
組み上げる前段階まで、これらが保証されていたとしても、組み上げる段階でカネや平滑性の確認を怠れば、結果はそれまでの苦労が水の泡、というわけです。
このように意識的な働きかけで組み上がったものは、その後の工程、メチ払いの鉋掛けも無駄の無い、必要最低限な労力で済むものなのです(ベテランは高度な仕上がりで仕事も早いという背景は、こうした意識の投下が随所に働くからなのです)
また、木工家具は有機自然物を主材とするもので、加工途上で予期しない変形も起こりがち。いかに正確無比な加工を施しても、望むような矩形を得られないこともあり、これは避けがたいものです。
ただ、組み上げる際のカネや平滑度の確認、調整で、この歪みを修正しつつ固着することが可能です。
具体的には、ハタガネを掛ける位置、その圧力の度合い、さらには当て木を掛ける位置、などで、歪みを修正させることもできれば、逆にせっかく良い加工で進めてきたものの、この段階で歪みを加えてしまうことにもなりかねないのが、この組み上げの工程なのです。
今回の〈寸切りボルト〉による組み上げでも、この考え方は変わらないということですね。
なお今回は本体間口が2.6mのものでしたので、3mの〈寸切りボルト〉をネジ専門問屋で求めたのですが、「あるのはあるんだが、2mを超えるものは、チャーター便で運ばなきゃならず、販売価格から難しい」とのこと。
仕方無く、長ナットを求め、3mの長さの〈寸切りボルト〉を仮に作り、これで行っています。
因みに、この〈寸切りボルト〉の太さですが、1/2インチ(4分)が手頃ですね。
価格は鉄のユニクロメッキの2mもので 700円ほど?
当然ですが、クランプ買うことを考えれば、かなりの安価です。
うちのようなビンボウな木工屋には最適かも…😓
ハタガネ600mmのものでも1本、2,000円はするでしょうからね。
さて、接合工程を終えた後は、この圧締システムを外し、本体のメチ払いを行うなどの仕上げ工程の後、2.65mの長い天板を作り、4枚の引き戸などを作れば完成です。
次回は、この作業の過程で使った、新たに求めたバッテリーサンダーが思いの外、高性能でしたので、その紹介でもしましょう。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

みしょう
2022-3-5(土) 15:20
こんにちは
わぁお、楽しそう!
カネ出し固定は基本ですね。ポニークランプだと捩れが生じやすいですから、この方法だと捩れは抑えられるし調整もし易すそうです。何よりも安価!
ちなみに、2.6m幅の大物になると、しっかりカネ出し出来ているキャビネットでも設置場所の床面のわずかな歪みに呼応して扉と縦框との間に隙間が出たり、扉が框組だと扉と扉のラインが崩れやすいのでは?と思います。納入先は立派な御邸宅と思われますので歪みらしい歪みはないのでしょうから、戸袋だけでの対処でしょうか?それとも、キャビネット本体下の台輪での調整も考えていらっしゃる??
楢での制作のようですね。重たそう。搬入と設置は4人掛かり‥‥
ウクライナ情勢が気になり、作業が進みません。鏡を見ると表情が険しくなっている自分が映っております‥‥
artisan
2022-3-6(日) 23:30
ドウモ、豪雪の季節から解放されつつある処から、ありがとうございます。
お疲れさまでした。
記述から察しますと、取り入れておらないご様子ですが、ぜひ試みて下さい。
ご指摘の床の状態に大きく影響される問題ですが、そこは仰る通りで、建築の水準規制はアバウトですから、全ては現場での対応にならざるを得ない。
特段、調整機構をもたせていませんので、スペーサーなどを介し、水準を出すだけです。
ウクライナの戦況ですが、長期戦になるのが必至の情勢ですので、あまり熱くなると身体が持ちませんよ。
ウクライナの次はジョージア、さらにはバルト三国へと飛び火する可能性まで言及されつつありますからね。