ブラックチェリーのエレガントなデスク(続

今回のブラックチェリーのデスクですが、少し制作プロセスなどの要点について記しておきます。
いくつかの点において、ユニークな設計、特異な仕口もあるところから、多少は有用かと思います。
あらかじめポイントを絞れば以下のような内容です。
- 甲板の納まり
- 中央部の吸い付き桟を兼ねる仕切り板
- 吊り桟(妻手側 上下の桟の機能)
- 〈天秤差し〉の抽斗
甲板の納まり

一般に無垢材の場合の甲板の納まりというものは、伸縮、反張などへの対策を前提として、吸い付き桟を介した駆体部への緊結や、駒止めによる固定などが考えられます。
今回のデスクは、上のいずれでもなく甲板断面方向の中央部を深く切除し、ここに駆体の上部棚口、上桟などに穿った小穴とそれによって作られた突起部位に挟み込む、という手法を取っています。
この目的は駆体上部への甲板の見え掛かりを薄く見せることで繊細な感じを与え、かつ伸縮や反張にもしっかりと対応させるという考え方からです。
特に日本では無垢材の家具と言えば、ボリューム感やこれぞ無垢の家具だ、とばかりの押しの強い意匠が好まれる傾向があったり、あるいはまたそれを促す作り手側のあまりにわかりやすすぎる主張があるようです。
あえてそうした潮流に背を向け、Fine Woodworking の本質を追究する意志を、こうした仕口に反映させたいと考えたわけです。
今回は9分(27mm)という厚みの甲板ですが、上部の見え掛かりは4分、内部の溝は3分、そして突起部は2分という割り付けです。
余談ですが、このエントリで用いている尺貫法の単位ですが、2分、3分、4分、9分と整数で決めていることがお分かりかと思います。それぞれに丸鋸昇降盤用のカッターの刃を揃えていることもありますが、木工という業種においては、この尺貫法的な寸法感覚というのはとても合理性に富んでいると思われませんか?

甲板と妻手フレームの関係
なお、駆体に甲板を嵌め込む際、妻手側においては中央部付近のある程度の幅にボンドを塗布します。伸縮を前後にバランス良く散らすためですね。
私はブラックチェリーを本格的に使い始めたのは、ここ10年ほどです。
それまでは桜といえば、もっぱら真樺(≒ウダイカンバ)を使ってきたのでしたが、残念ながら良い真樺は入手がとても困難で、この代替種としてブラックチェリーを手当てしているということです。
細胞の密度、硬度、美しさなどでは、残念ながら真樺には勝てませんが、柔らかな雰囲気と、良い赤身を持っていますし、加工性も良いところから、質の良い原木を探しては製材管理し、よく使っています。
鉋の仕上げもとても容易な材種ですね。
中央部の吸い付き桟を兼ねる仕切り板
仕切り板ディテール
前回の記事でも触れましたが、中央の2ヶ所の仕切り板は、甲板側に延伸させ、吸い付き桟の機能を持たせています。
このことで甲板の反張の抑えが効きますし、また全体の構造的な安定性の確保にも大きく寄与することになります。
ただ、これをそのまま正面の棚口にすると木口を見せることになってしまいますので良くありません。
ここは抽斗下部の棚口をL字型に延伸させるように、別の材を貼り付けています。
貼り付けると言っても、2寸近くの幅を持つ部材です。これを仕切り板本体の木口にDomino接合します(後ろの背板への接合もDomino)
水平の棚口から、45度の部材、そして垂直の部材とこれらの一連の棚口の接合もDomino.

棚口45度ブロック緊結(Domino)
画像のように当て板を高精度に作り、これを介して結合、固めます。
このような場合、正しく位置制御しつつ緊結強度を図るには、Dominoは最適です。
因みに、この左右の抽斗部の棚口と、中央の部位も棚口で結ぶことで全体の堅牢度が高度に確保されることになりますので、中央部の棚口は必須です。
正面からは見えず、抽斗前板の背部に隠れていますが、この部材の左右の抽斗部への緊結は、送り寄せ蟻です。
今回のように、左右と中央部の棚口の位置が上下にずれているような場合、通常のホゾにしますと、高精度な組み立てがとても困難です。無理にここを緊結させようとしますと、他の部位、あるいは全体に歪みをもたらしてしまいます。
したがって、この種の仕口は圧締工程の不要な寄せ蟻で固めるのが賢明なのです。
さて、やや煩雑になりますが、以下、簡単にこの正面の組み立てプロセスについて記述しましょう。
- 45度の部位をDominoを使い固める(画像上)。
- 締め方が少し難しいので、専用の当て板を作成し、これを介して緊結します。
- 一方、脚部側には水平側の棚口をホゾ差しし、固めておきます(ここでも②同様、専用の当て板を使います。この際、しっかりとカネを確保することに留意し、固めます)
- 甲板に吸い付き桟を兼ねる仕切り板を通します。
- 正面の棚口と背板をこの甲板に嵌め込みます。
- 固まった45度の部材が結合された垂直の棚口の左右とこれを結ぶ中央の棚口を寄せ蟻で堅め、
仕切り板に棚口、および背板をDominoを介し、結合させます。 - 同時に垂直の棚口は、上部棚口に緊結させるべく、クランプで、45度の当て板を介し、接合し固めます
少し煩雑でやっかいですが、設計と加工が問題無くできていれば、さほど困難なものではありません。
シミュレーションを行ったりと、しっかりと準備します。
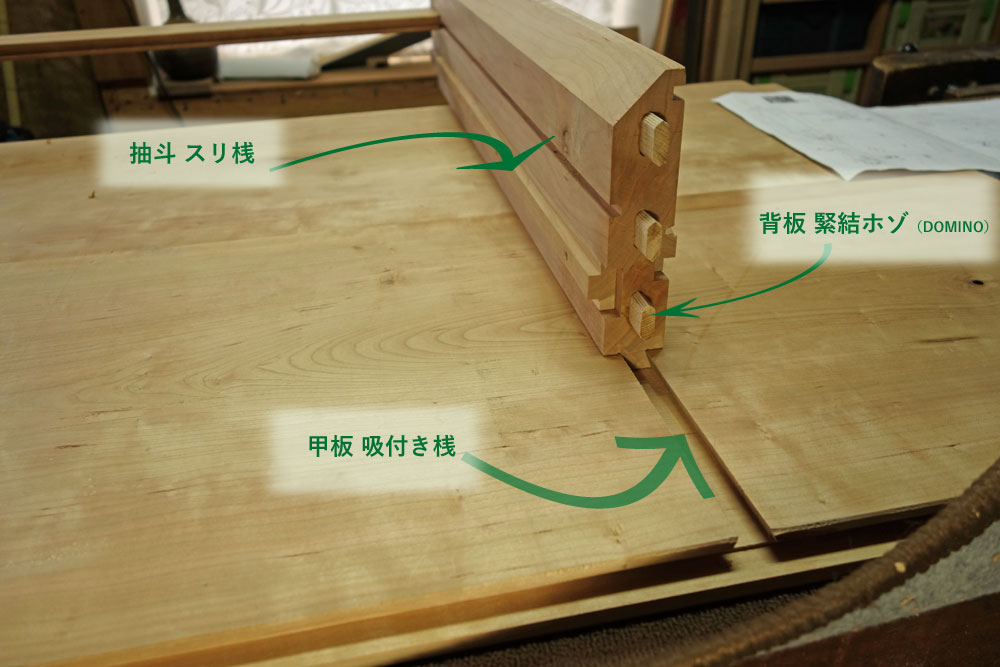
吊り桟(妻手側 上下の桟の機能)
まず、このデスクの構造ですが、妻手側の上下の桟は60mmほどの幅を有し、脚部の幅を超え、内部にまで到達する寸法になっています。
この上下の桟の厚み、および位置関係は正面棚口と同一であることで、内部に出っ張った部分はそのままスリ桟、煽り止めの機能を果たすことになります。
ただ、今回の抽斗は片側の一部が45度にカットされていることもあり、通常のスリ桟のようにはいかないために、スリ桟は吊り桟としました。
この吊り桟、左右の側板側は前後の脚部にホゾ差し。左右の抽斗の中央部は仕切り板に穿った溝に埋込、
中央部も仕切り板に穿った溝に埋込。
なお、この吊り桟の先端は脚部側に少し伸びていますが、この先端が抽斗前板にぶつかり、ストッパーになります。
また抽斗の側板ですが、箪笥のようなものとは異なり、デスクの奥行きがたっぷりありますので、抽斗の奥行き(この場合、1.3尺≒400mm)いっぱい引き出し、垂れること無く、奥深いところまでアプローチできるように、+5寸ほど伸ばした長さとしています。
金属のスライドレールには3段引きというものがありますが、これと同様の機構を木部で作ろうかとも考えましたが、今回は止めました。
抽斗(天秤差し)

引き出しの接合部位の仕口を天秤差しにしたのは気まぐれ。
ちょっと遊びたかった、という程度ですね。
私は天秤差しは必要に応じ、その難易度を超え楽しくできるのならば厭わずやるという程度の構えです。
またその手法ですが、精度が要求されることから、限界まで機械加工で攻めるという考えです。
ただ工業製品に見られるような、ダボテールマシンであったり、あるいはその真似事のようなダボテールジグを用いたハンドルーターでの加工は忌避します。
あくまでもダボテールでは無く、天秤差し、という指物の仕様に準じることにしています。
少し具体的にその方法をご案内します。
-

- 型板

-

- ハンドルーター、蟻切削

-

- ピンルーター、蟻 底切削

-

- 手ノミ 蟻加工

-

- 天秤差し テストピース

-

- 抽斗、天秤差し組

オスメス、どちらから加工するかと言えば、やはりメスからです。
今回は鬢太(ビンタ)の天秤差し(貫通させずに、途中までの深さ)ですので、私が一般に用いる丸鋸昇降盤では加工できず、ハンドルーターなどを使います。
まずは型板作り
型板も精度が要求されることから、ここは丸鋸昇降盤にて、カッターを用い、必要な幅、必要な深さの溝を切り抜きます。
この寸法は、蟻ビットと、テンプレートガイドの寸法差を考慮し、カットの結果、ピンの部位が2mmになるように計算し、作っていきます。
先に述べたように、このピンの部分をルータービットの径に近い寸法にしたのでは、いかにも機械加工というミエミエの結果になりますので、あくまでも手鋸のアサリ分に近い極小のサイズにするのがキモです。
この型板ですが、私は2分の合板を使います。ただ3plyのシナベニヤやラワンベニヤでは、品質強度的に無理があり、5plyで厚突きの杢が練られた合板を用います。
この型板のカットですが、いくら高品質の合板でも、芯部各層がバラバラになり脆弱化する場合も多く、しっかりと捨て板を介し、カットせねばなりません。
挽き抜いたらば、手前には位置決めストッパーの木材を配し、左右もハンドルーターが安定した運行ができるよう、一定の面積を確保しつつ、位置決めの板を張り付けます。
ハンドルーターでの天秤切削
後はハンドルーターに蟻ビットを装着させて加工していくのですが、今回用いた蟻ビットは
8mmシャンクで10度傾斜のビット。
深さは15mm(私が所有している8mmビットではこれが限界)、
テンプレートガイドは1/2”(深さを設定した際のガイド部位のビット径にもっとも近い径が望ましい)
ただこの蟻ビットでいきなり切削するのでは負荷が掛かりすぎ、安定的な運行を阻害しかねず、あたかじめストレートビットでプレカットをしていくのが望ましいです。
今回は6mmビットを別のルーターに装着し、プレカットしています。
もちろん、同一の型板で行います。(テンプレートガイドの外径はカット後 蟻ビットに干渉しない程度の差になるよう、適切に選択します)
また、奥行きの設定ですが、蟻形状であるため、表面と、深いところではかなりの差が出ます。
今回のような天秤差しの場合は、最終的に手ノミで整えるわけですが、最深部が、本来の深さよりやや深くなる程度(数mm)に設定するのが望ましいでしょう。
どう言うことかと言えば、本来の深さにジャストに合わせるという事自体、困難でもありますが、むしろ蟻という傾斜の特性を活かし、数mm深くすることでここに接合される側板の納まりが確実になるように考えるわけです(外部からはこの隙間は見えません)。
傾斜角を持ちますので、それでも表面は本来の深さには至らず、やや手前に円弧状に切削されます。
この表面を、別の手法で然るべき深さまで垂直に切除すれば良いわけです。
天秤切削の仕上げ
具体的には、もちろん手ノミで正攻法で行えば良いわけですが、
私はその前に1工程加えます。
ピンルーターで、然るべく深さまで切除されるよう設定し、カットしていきます。(画像)
わずかに数mmの距離でしかありませんが、垂直という精度が確保されるという機械精度を買うわけです。
ピンルーターでのカットで残った部位は手ノミで整えていきます。
オスの成形
オスの方は途中で停めるということは無用であり、したがって私は1.8mmサイズの丸鋸昇降盤で切削加工します。
成形後のメスの形状とピッチに合わせるわけですので、さほど難易度が高くは無いでしょう。
ピンの位置を正確に計測し、これをオスの成形に合わせれば良いのです。
数枚のサンプル板を用意し、極限まで精度を合わせるべく、テストを重ね、本番を確かなものにしていきます。
この加工により鋸の傾斜ができますので、後は底部分を切除すれば終わりです。
オスの底切削のポイント
この底の切除ですが、直材をあてがい、手ノミでカットすれば良いのですが、私はこの場合でもピンルーターを補助的に活用します。
その特性上、ピンルーターが届かない隅の部分を手ノミで整え、仕上げるという手法になります。
全て仕上げたら、オスについては内側の面を取っておきましょう。
組み上げる際にこの面取りは必須です。
因みに、この天秤差しの加工方法ですが、ご覧の通り、機械加工で攻められるところは徹底して攻めていきます。
しかし、丸鋸昇降盤で垂直に立てられないような大きな家具の場合は、型板を作り、最初から手鋸と手ノミで加工することになります。
機械加工での天秤差しも楽しいものですが、手鋸、手ノミとなれば、なお楽しく挑めることでしょう。

ブラックチェリー、甲板の鉋掛け
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

abe
2018-10-21(日) 19:49
切り貼り木工の若い衆にはまねできない手練れですね。
ナニヌネノ
親方筋に食いつき・しっかり修行し、身体記憶を鍛錬したものが到達する
品格でしょう。
はひふへほ
図面スケッチは残してください、
artisan
2018-10-22(月) 08:10
木工の世界が蓄積してきた技法の宝の山を見上げつつ、個々の家具制作にこれらの極々一端を反映しつつ日々木工に勤しむのはありがたいことです。
また、日々仕口のアイディアを模索し、試行錯誤しつつトライ&エラーを重ね、1つの成果に辿り着くプロセスというものは、モノづくりの世界における至福でもあります。
abe
2018-10-21(日) 19:54
ウダイカンバ 27mm 二本口 半分 今年暮れまでストック ありますけど。脚材は厚板。サシスセソ。
artisan
2018-10-22(月) 08:12
別途、あらためてご連絡差しあげます。
謝謝 !!