ブラックチェリーのエグゼクティヴなデスク(その3)

鬢太天秤
ここでは、前回に引き続き、天秤差しの紹介になりますが、特に引き出しの前板と側板の接合部ならではの鬢太(ビンタ)の仕口における天秤差しを、その加工法とともに紹介します。
いきなりで恐縮ですが、このBlog読者であれば、耳タコの話しでしょうが、木工に携わっておられる方でも耳慣れないかもしれない、この鬢太(ビンタ)について簡単に触れておかねばいけません。
鬢太天秤の“鬢太”(ビンタ)とは
「鬢」という語彙も今では死語になりつつあるかもしれません。これは頭部側面のこめかみ辺りの部位の髪を指す用語。もみあげから上の部分ですね。
お相撲さんの世界では「鬢付け油」という用語を聴いたことがあるかも知れませんが、その「鬢」です。
一方、鬢太といえば、ビンタ、つまり平手でこの鬢の辺りを張り付けることを指すことはご存じの通り。元々、身体の部位を指す用語が行為を表すものとして定着したのでしょう。

これが転じて、建築用語として用いられるようになっていったようです。
右図はその代表的な事例で、建具の上辺部分、横框に差し込まれる束の見付部位の一部を、あえて横框最上部まで延伸させたものです。
現在、家具制作の現場で良く見掛ける用語としては、「包み」と言い替えているケースが多いですね。
ただ、この建築の事例では、横框に対し、鬢太で納まる束が横框に対し〈面チリ〉になっていることにお気づきのことと思いますが、家具の抽斗では、前板の木口(間口にあたる)に建築事例の束にあたる側板は、ツラで接合されますので、若干、意味合いが違ってきます。
しかし、抽斗の前板木口側の一部に側板が張り付けられるという〈納まり〉から、そのような仕口を、嫌な奴を張り付ける〈鬢太〉と同様に呼称されてきたのは肯けるところです。
私がこの“鬢太”という仕口の用語を耳にしたのは、訓練校を終え、1年ほど世話になった親方が当たり前のように用いていたことからです。
この親方は決して伝統的な和家具や指物の木工に従事していたものでも無く、元々は横浜クラシック家具という、洋家具を専らとする木工所で長年勤めてきた職人です。
この洋家具の職場で“鬢太”という用語が飛び交っていたことを考えれば、いかに標準的な仕口用語であるかが偲ばれます。
教科書的なテキストでは“包み”などと呼称されているものと思いますが、一知半解なアカデミズムの世界から発せられるものとは違い、古来より伝えられてきた木工の現場での職人通しの〈符牒〉にこそ、真理が宿ると言うのか、粋な人生を歩む木工職人の言語体系を感得させる話しでは無いかと思われてなりません。
さて、この抽斗前板と側板の〈納まり〉ですが、私の場合はほとんど全てがこの鬢太での納まりです(右図)。
中には、駆体に対し、アウトセットな納まり(被せ)の場合、前板の板面に側板を枘差ししているようなケースも少なく無いようです。
ただ、こうした納まりは、枘の方向が抽斗の摺動、抜き差しの動きと同一方向であることから、経年使用などで抜け落ちるリスクがあり、トンデモ無い仕口でマトモではありませんね。
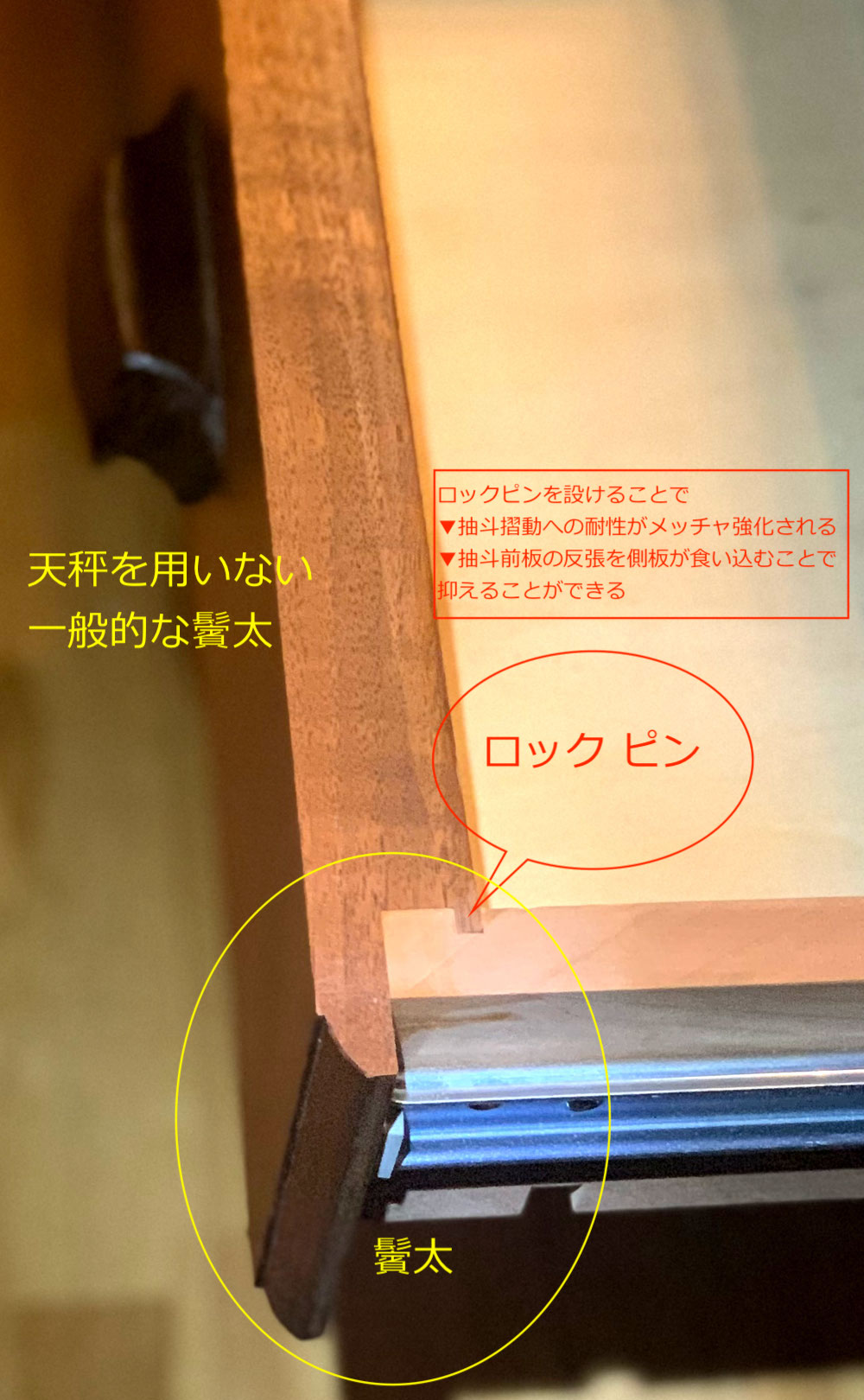
出し入れの摺動が伴う抽斗の場合、前板と側板の接合は鬢太を基本とし、一般的にはここに釘打ちで止めることが多いようですが、私が多く用いるのは、ロックピンの仕口を作ることです。
これにより、抽斗摺動による前板からの側板の脱落を完全に防止し、かつ、同時に側板を前板に食い込ませる機構で、側板木口の直線安定性から、前板の反張を抑えるという、実に理にかなった仕口であり、かつ容易な加工法でもあるところから、大いに推奨したい仕口です。
そして、この鬢太での納まりを、高度な技法と美麗な評価を与えるのが〈鬢太天秤〉というわけです。
また、量産家具で良く見掛ける、ダブテールマシンによる蟻の仕事ですが、量産家具に向いた加工法だと思います。
ただ天秤とは異なり、ピンの太さが全く異なるところから、その美麗さ、ハンドワークの価値を追求する木工では、この〈鬢太天秤〉が最良と言うことになります。
木工機械や電動工具で刻む、天秤差し

なお あらかじめ確認しておかねばなりませんが、その加工方法の多くを私の場合、機械加工、あるいは電動工具に依るものであることから、天秤差しという、いわば指物技法の1つの粋を解説するものとしてはやや特異なものであるかも知れません。
ただ、伝統的な木工技法というものも、その時代の産業技術、工具の進化過程に依存してきたであろうことは言うまでも無いことから、現代にあっても木工に従事する現場の私たちにとれば、これから紹介する機械加工、電動工具に依る手法も、よりスタンダードなアプローチと言っても決して間違ってはおらず、そこは何も恥じ入ること無く、産業技術の発展様式を積極的に取り込み、そのことにより、よりイージーに、より高精度に、よりスピーディーに、より楽しく、実践することができるのであれば、むしろそれを積極的に評価したいものです。
さて、前振りがやや冗長になりましたが、ではさっそく加工方法のプロセスから入って行きます。
木取り
木取りの寸法等は、天秤差しであっても、基本 変わることは無いです。
向板(むこういた=前板に対し、引き出しの奥に位置する板)は間口(左右の側板の外側の寸法)と同一に。
側板は向板との関係では、サスリ(面が同一)では無く、5厘(1.5mm)ほど長く取り、メチ払いはあえてしないのが一般的ですが、見え掛かりではありませんし、ここはどちらでも構わないでしょう。
墨付け
▼ 前板:側板の厚み分を毛引きで墨付け(ここは手ノミで仕上げることから、毛引きが有効)
天秤の位置の中央、センターラインを引いておきます。
スライドレールを使う場合は、その厚み分を加算して、
▼ 向板:側板の厚み分を毛引きで墨付け(基本、内側は全面に、外側はPin SocketのBaseLine部分に墨を引きますが、わずかに数㍉でもありますし、あえて全面に入れるという考え方もアリでしょう。
天秤位置のセンターラインを引いておく(傾斜角は入れてもも構わないけど、目安的なもので十分)
▼ 側板:前板側と向板側とはピンの高さは異なるものですが、生産性の思考から、あえて同一にしてしまっても良いでしょう
こちらも毛引きのラインは内側のみが基本ですが、バリが出るリスクをあらかじめ避けるため、外側に入れても構わないという思考もアリですね。
型板作りの考え方とその制作について

機械加工において、この型板作りはもっとも重要なプロセスです。
この後記述しますが、私の天秤加工プロセスの基本は、前回投稿のように丸ノコ傾斜盤に依るわけですが、鬢太での天秤差しは、それは無理ですので、これに換え、ハンドルーターを駆使することになります。
もちろん、高精度の墨付けから、手鋸、手ノミでの加工でも構いませんが、現代の私たちにはハンドルーターという利器がありますので、これを使わない手はありません。
ハンドルーターによる鬢太の天秤差しには、この型板作りが大変重要となってきます。
この型板作り、まずは天秤差しの設計から。
設計Planにおいては、用いる蟻ビットと、テンプレートガイドの関係性をどのように組み合わせるのかが肝要。
引き出しの全幅にどのような天秤をどのように配するのか、ここをまずイメージし、それに適合する蟻ビットを選択し、同時にこのビットに最適なテンプレートガイドを見いだし、この2つの関係性から、型板を作っていきます。
なお、型板作りにおいて重要な事柄になりますが、蟻ビットによる切削のみで全ての切削工程を済ますのは、その負荷の多さからお薦めできません。
まずはじめに、ストレートビットでのプレカットを行い、その後に蟻ビットでの切削へと進めますが、この2つの工程を1枚の型板で行うのが、高精度な切削のためにも、加工合理性からも適切な考え方になります。
この2つの工程を、それぞれの、ビットとテンプレートガイドの関係性に踏まえ、2つ共にもっとも適合する切削の幅員を求め、設計、制作していきます。
また、蟻ビットは傾斜角を持つことから、位置関係の算出はやややっかいですが、ここは慎重に進めます。
少し具体的な話しになりますが、蟻ビットで切削される溝のやや内側部分を、深さは蟻ビットで切削される底より、やや浅く、同一の型板でプレカットできるような関係性になります。
このプレカットにより、蟻ビットへの切削負荷は大きく軽減され、ルーターの切削運行途上、高負荷であれば、暴れがちなリスクが回避され、軽快に、設計通りのスマートな切削がもたらされるというわけです。
型板の切削幅員は、型板の堅牢性確保のため、できるだけ幅広く残したいところから、選択するテンプレートガイドは可能な限り蟻ビットのサイズに近い、小サイズの方が合理的です。
ただ、プレカットのストレートビットと、そのテンプレートガイドとの関係もあることから、その辺りの関係性を見据え、選択していきます。
なお、この型板の開口ですが、片側が切れている開放型ではなく、クローズにした方が、より寸法精度は安定的であることは言うまでもありません。
型板は決して厚い堅牢な素材でも無いことから、破綻を避けるためにもクローズ型の方が望ましいでしょう。
ただ、傾斜盤等でこの型板を作るのは、このクローズ型は無理かもしれません。
私はピンルーターを用い、比較的簡単に高精度なものを作ります。
画像の型板(テンプレートガイド)は大小4種の抽斗に対応させるものです。
いくつもの“ためらい”開口痕がありますが、これはテストピースのようなもの。
これらの場合、天秤は左右対象で設計してあるところから、開口の位置の精度は2倍に増大することになります。
ノギスで0.1mm単位ほどの精度で攻めていきます。
必要な切削量にしては長い開口になっていますが、これは前板の被加工材に対し、フリーの部位にハンドルーターを落とし込む必要があるからで、その余裕の部位になります。
ハンドルーターに比し、高機能、加工工程の視認性の高さからの安全性、パワー(16mmシャンクの比較的大きなルータービットにも対応)などから、ハンドルーターのそれらをはるかに大きく凌駕するものです。
このように木工家具制作において制作環境を大きく拡張させ、より高精度で、よりパワーアップすることは間違い無いところです。
蟻ビット

ところで、この抽斗の天秤差しは小型のものになりますので、 1/2インチの中型のハンドルーターは不向きで、8mmシャンクの小型ハンドルーターが望ましいでしょう。
6mmシャンクの蟻ビット(1/4″ も含め)も豊富に出回っていますが、ただ抽斗の側板の厚み(例えば15mm)分には刃長が届かないことも多く、余裕のある8mmシャンクのものが適切です。
対応する蟻ビットですが、画像の通り、意外と多様な角度のものが市場展開しています。
画像、上の6本は12mmと16mmシャンクのアリビット。
16mmが装着可能なハンドルーターもあるようですが、私のような身体では満足な操作はできないでしょう。あくまでもピンルーター用のものです。
今回の抽斗の前板への天秤差し加工に用いるのは、小型のハンドルーター用、8mmシャンクの下の列の4本がそれです。
左から3本が マキタ 製、
左から、 35°、30°、23°
右の刃長の長いものは〈LEIGH の 140-8〉 これが20°
このように5°ピッチで4種類を確保しておけば、様々なケースに対応できます。
テンプレートガイド

テンプレートガイドですが、以前、このBlogでも詳しく紹介したように、昔からあるインチサイズのものの他、今では㍉サイズのものも手軽に入手できますので、選択肢が拡がっています。
前述のようにテンプレートは蟻ビットでの加工の前のストレートビットでのプレカットにおいても併用させますので、ビットの径、テンプレートガイドの外径の差異が、蟻ビットの切削幅よりもストレートビットでのプレカットの方が狭くなるよう、選択します。
この「選択」も、ビットとテンプレートガイド、両者の差異に規定されますので、いろいろな選択が考えられますが、蟻ビットでの加工幅と、ストレートビットでの加工幅ができるだけ少なくなるよう計算しつくします。
鬢太での天秤差し加工
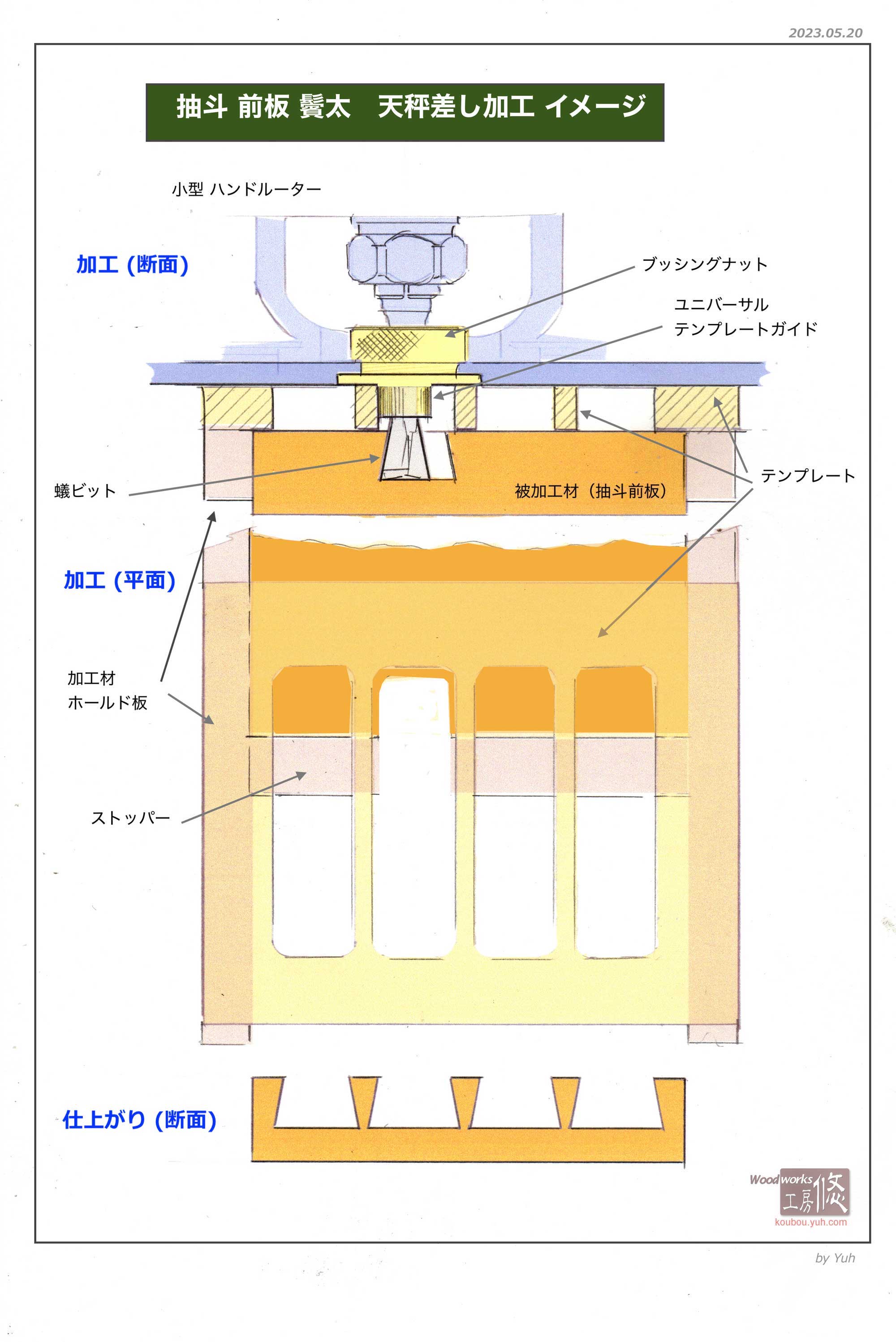
加工の手法プロセスはイメージ図を参照してください。
特段の説明は不要かと思いますが、以下のようです。
1,被加工材(前板)とテンプレート
テンプレートには、被加工材(抽斗 前板)の天秤切削長さを規制するストッパー、および、被加工材を挟み込むホールド材を固定しておく。

このテンプレート板を被加工材に被せ、固定する(幅方向、および、上部から)
2,ハンドルーターによるプレカット
小型ハンドルーターA(ここではPorterCable PCE6435〉)に任意のストレートビットとテンプレートガイドを装着し、テンプレートに沿わせつつ、切削、開口する。
(まずはテンプレートの前板に干渉しない部位の開口部に落とし込み、電源を入れ、所定の回転数まで上げ、通常運転の状態になってから、ゆっくりと静かに被加工材に入れていく。
どうしても切削開始時は暴れがちなので、ここはハンドルーターをしっかりと保持し、回転の勢いに負けること無く、自在にコントロールする意識でテンプレートに圧を加えつつ、ゆっくりと加工していく)

3,ハンドルーターによる天秤加工
小型ハンドルーターB(ここではDewalt 〈DWP611〉)に任意の蟻ビットとテンプレートガイドを装着し、テンプレートに沿わせつつ、切削、開口する。
既にプレカットされていることで、滑らかに軽快に加工できる(ただ基本的な精神としてはプレカット時と同様)
4,ピンルーターによるベースライン調整

天秤のベースライン(胴付き)は、この時点では蟻ビットによる加工による傾斜角のままであり、これを適切な面形状のするため、ピンルーターで底(ベースライン)を攫います。
5,手ノミ(鎬ノミ)での仕上げ

ピンルーターで落としきれなかったベースラインの隅を慎重に落としていき、適切な胴付きを作っていきます。
ピンルーターであらかじめBase Line 加工が終えていますので、これを基準として、仕上げ切削作業もとてもイージーに行えます。こうした蟻加工調整の手加工時のノミは〈鎬ノミ〉が必須です。
側板、および向板については、前回の〈天秤差し加工〉に準じ、オスメス共に、丸鋸傾斜盤での加工に準じます。
さて、これまで3回に亘り、ブラックチェリーのデスクに関し、その制作における一部の加工法等、やや詳しく紹介してきましたが、少しでも参考になる部分があったとすれば幸いです。
記述内容への質問、ご意見などあれば、お気軽にコメント欄へと書き込んでください。

 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
