曲面を持つ板の木取り2題

椅子の床着地部の畳摺り、台輪、および背〜アーム部の円弧状の木取りを、ラミネート成形、およびフィンガージョイントの2種で行っているところ。
【ラミネート成形】
外径260Rの半円からそれぞれ150mmほど直線で延長した形状を作る。幅は50mm、厚さは27〜28mm。
簡単に工程を示す。
・木取り
単板(タンパン)は3mmあるいは4mm、それぞれ試行。
50mmの幅広で、目通りの良い材料から、仕上がり厚み+1.5mmの厚みで必要な数量をリッピング。(目が流れている、切れている、節があるようなものは避ける。柾目の良いものを選ぼう)
プレナー(自動一面鉋盤)で両面をさらさらと削り所定の厚さへ。
(薄板の削りは、プレナーを余程良好に調整されていないと濁[ダク]が出来る。刃物が良く研がれた状態であることはもちろん、プレッシャーバー、チップブレーカーなどがしっかり調整されていることが重要。また厚めの板を仮定盤として、これに載せた状態で送材すること)
 ・型作り
・型作り
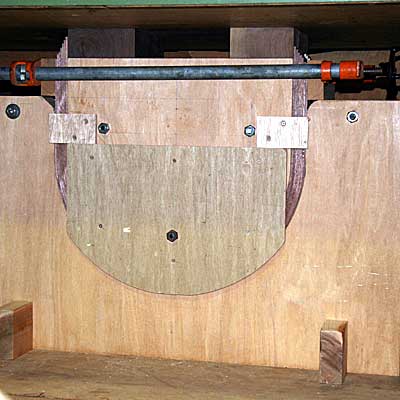
オス、メスの型板を高精度で作る。材料は積層合板。(写真参照、クリックで拡大)
うちは大型のプレスがあるので、強力なパワーで圧締可能だが、簡易に全ネジなどを用い作成することも可能だし、端金などでも出来るだろう。ただボンドの可使時間なども考慮し、短時間でスムースに、均等な圧締ができる設計がされねばならない。
・ボンド
こうした成形はあまり経験が無く、当初は酢ビ系のボンドでやってみたが、芳しくない。接着強度、弾性が問題。現在は大鹿のPIボンドを使用する。確実に圧着でき、時間経過による戻りもほぼ無視できる。
<ポイント>
- 単板の3mm、4mmの選択だが、ウォールナットは靱性が高いので、4mmでも破損は起きなかった。これは曲率、幅寸法、材種、など様々な要素が絡んでくるので、一概には言えない。今回の歩留まりは10枚(3mm×2枚。4mm×8枚)中、一部割裂など2枚。(8割成功)
- フラッシュ加工に慣れていない者としてはボンドの塗布量が少なすぎて失敗することも多い。しっかり塗布すること(PIボンドのように硬化剤を混合させるタイプのものは残せないので、とかく少な目に作る傾向もあると思われるが、ラミネート作業では多めに準備すること。
- 写真Topは、圧締を外したところ。この後手押し鉋盤、プレナーで、仕上げる。
【フィンガージョイント】
 近くの木工所から譲り受けたカネフサのフィンガージョイントの刃物があったが、全くと言って使ってこなかった。
近くの木工所から譲り受けたカネフサのフィンガージョイントの刃物があったが、全くと言って使ってこなかった。
一昨年、新たな椅子のデザインでこのフィンガージョイントを用いたデザインを考案し使用することになったが、使い古されたカッターなので、やや加工、調整に手間取るものの、なかなか結果はよろしい。今後さらに厚いものまで対応可能なものを導入したいと考えている。
写真は背、笠木部分から、アームに繋がる部位
加工に用いる機械は「ホゾ取り機」。
専用機ではないが、フィンガージョイント刃を縦軸にセットし、移動定盤で被加工物を送るとバッチリ。
工業生産システムではこのようなややハイテクな加工が専用機などで実に高い精度、生産性でしかも美しく出来るが、工房スタイルの機械設備でも十分このような加工が可能であることを知って頂きたいと思う。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
