昇降盤昇降ギヤ比
機械も使い続けるとあれこれと不具合を生ずるのは世の常。
丸鋸昇降盤の昇降がちょっと重たくなっていた。
最も頻繁に世話になる機械で最も頻度の高い操作部分にあたるところで、この昇降が重いのは疲れる。
というわけで内部にアクセスし、メンテナンスに励む。
この機械は地元静岡の木工機械屋さんの製造のもの。
鋳物はしっかりしているし、機械精度もまずまず。
名の通ったT社、E社のものよりよほど良い。
ただ購入した際に一部改造してもらうという経緯があった(中古機械)。
1つは補助定盤の位置を左右逆にしてもらった。(この補助定盤のおかげで600mm幅近くまでのカットができる)
静岡ではほとんどの職人が定規(フェンス)を刃口の左側にくるように使うので機械もそのようなレイアウトで製造される。
ボクは逆でないとダメだ。(逆がむしろ一般的で、右利きにはより安全なはず)
もう1つは昇降のギヤ比だった。
昔のことだから忘れてしまったが、確かデフォルトでは1回転で約1.6mmという、良く理解できないギヤ比だったからだ。
木工機械の昇降はハンドル操作1回転につき2mmというのがスタンダードだと考えていたからね。
丸鋸昇降盤、横切り、角のみ、などはぴったり2mm/1回転、だ。
あるいはうちの桑原の自動一面鉋盤では0.5mm/1回転。これも高精度なギヤ比となっている。
1.6mmというのはボクの頭脳程度でははなはだ使いづらい。
刃の出をいちいち計測器で計る、ということはあまりしないからね。
一度正確に計っておけば、刃の出をコントロールするのは容易。
ハンドル1回転で2mm.。
したがって1クォーター回転で0.5mmといった具合にね。
刃の出を計測器で高精度に計るのは決して容易なものではない。
むしろハンドル回転の方で制御する方がよほど高精度。
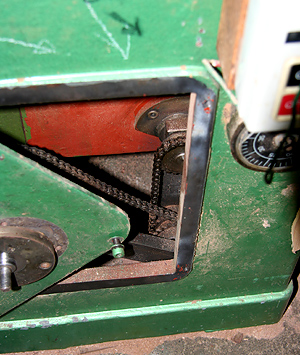
さて余談が長くなってしまったが、ハンドルを外し、内部にアクセスし、複数のギヤを繋いでいるチェーンなどにこびり付いたダストを排除させ、マシン油を供給。
昇降のカミソリ摺動部にもマシン油。
この辺りの機構は桑原あたりの機械はダストからの影響を受けないような防塵設計、あるいは1つのオイルタンクから複数個所に供給できる設計となっており、また丁寧な造りが見られるのだが、うちの昇降盤はそこまでの造り込みは無い。
ま、しかしこうしてメンテナンスをしてやれば、またそれなりに快適に使うことが出来るものだ。
〈補記〉
先の「縦軸面取盤」講習会の会場になった岩崎工房ではデルタのテーブルソーが使われていて、久々にこのデルタの昇降機構のユニークさを感じ取ったが、あのグイ〜ンと大きく昇降するのはいいね。(回転のギヤ比はどうなっているか未確認だが‥‥)
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

acanthogobius
2008-11-25(火) 12:36
T社=東海、E社=永和でしょうか。
ネット上で見かけるのは、ほとんどこの2社。
他に時々石津を見かける程度。
T社、E社、そんなに評価が低いのでは困りましたね。
DELTAも大型のテーブルソーには1インチ軸のものもあるよう
ですが通常の5/8インチ軸ではカッターなど互換性がないので使えませんね。
5/8インチ軸で重いカッターを廻すには無理があるのでしょうか。
artisan
2008-11-25(火) 22:11
acanthogobiusさん、昔より量産家具産地であるという特殊事情から、静岡には多くの木工機械製造鉄工所がありました(過去形になりつつありますが)。
この地域の職人さんの多くは、H機械、Y機械などによる優れた木工機械を使っていまして、T社、E社のものは人気薄ですね。(バブル時期には模倣品を作る海外メーカーが出るほどでした)
なお本文でも触れた岩崎工房でのことですが、試しにデルタのテーブルソーに、2枚の互換ブッシングを付けて、1インチ径のかなり大きなカッターをぶん回しましたが、意外と平気でしたね。