ピンルーター(ルーターマシーン)快楽的木工

法事やら何やらで慌ただしくお盆も過ぎ去っていった。また今朝から工房を開き業務再開とあいなったが、ピンルーターのトラブル後、3週間にわたって加工途上の板を放置していたので案の定困ったことが起きていた。(いずれも何重にも布団を被せるなどしておいたので、決して管理態勢に問題があったというのではなく、過剰な時間経過がもたらしたもの)
部材ごとに時間経過での伸張に差異が出てきていて「板差し」の接合部が合わない。困った。困った。(泣)
痩せの少ない方を太陽光線に当てるなどして収縮させてやるしかないかな。

 さてピンルーターも無事修復したので、前回の関連記事で記した胴付き加工について、簡単に紹介したいと思う。
さてピンルーターも無事修復したので、前回の関連記事で記した胴付き加工について、簡単に紹介したいと思う。
他でもなく、ピンルーター(ルーターマシー)の汎用性の高さ、その能力の一端を知ってもらいたいからだ。
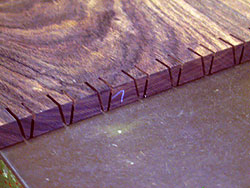
今回は所謂「天秤差し」の加工工程の一部である胴付き面を施す加工をピンルーターを用いてやってしまおうというもの。
- まずあらかじめ所定の寸法で墨付け、胴付き面へは必要に応じて毛引きで繊維をカットしておく。
- 丸鋸昇降盤にてオス、メス、それぞれ蟻状に鋸を入れる。
薄い板であれば、蟻の狭い方の寸法は2mmほどの寸法で設計するのが仕上がりが美しい。
これには鋸身の厚みを1.8mmほどの薄いものにしなければならないだろう。 - 次の胴付き加工工程にこのピンルーターを用いる。
画像のようにルーターにフェンスを設定し、上下からルーターで胴付き面を付ける。
一方向から厚みを一度に切削する方法でも良いだろうが、この場合は工程1の毛引きで繊維をカットする作業をしっかりやっておくことが重要だね。そうでないと今回のような堅木(ローズウッド)だだとバリが出たり、欠けたりする。 - ルーターの刃は丸いので隅までは胴付き面が付かない。残ったところは手のみでさらえば良い。これもルーター切削で完璧な胴付き面が出来ているので、ここを基準面に手のみ切削すれば簡単。
超簡単的加工。楽的木工。快楽木工 etc,etc。(^^)v
ハンドルーターでもほぼ同じような考え方で可能であろうけれど、その簡便さ、安全性、高精度、あらゆる点においてピンルーター加工にその性能の高さは譲らねばならないね。
 汎用性ということについては、今後機会があればさらに紹介しようと思うが、ここでは1点、あるキャビネットの帆立の大入れ加工を示す。
汎用性ということについては、今後機会があればさらに紹介しようと思うが、ここでは1点、あるキャビネットの帆立の大入れ加工を示す。
あらかじめ大入れの長さ方向の9割方を6mmカッターをセットした昇降盤で穿ち、残る1割の円弧状に残ったところを6mmストレートビットでシャープにさらうという作業だね。
ビシッ決まります。
超簡単的加工、楽的木工、快楽木工。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

acanthogobius
2006-8-18(金) 13:04
いつも興味深い話題をありがとうございます。
使ったことのない者にとってはピンルーターと面取り盤を
混同している気がします。
何かいつも大径のビットを付けてすごい音で廻っていて
気を付けないと加工物が飛んでくるというイメージがあるの
ですが、それはどちらかというと面取り盤の方かもしれませんね。
天秤差しの加工工程で少し教えてください。
教科書的にはオスを先に作ってから現物合わせでメスを
墨付けして加工という感じですが、artisanさんの場合は
同時に墨付けのようですね。昇降盤での蟻の加工の時は
オス、メスの位置合わせのために何か治具を使用されて
いるのでしょうか?
ちなみに、昇降盤は軸傾斜ですか、それともテーブル
傾斜ですか?
いつも、うるさくてすみません。
artisan
2006-8-18(金) 21:47
acanthogobiusさん、いつも熱心なコメントでありがとうございます。
>いつも大径のビットを付けてすごい音で廻っていて気を付けないと加工物が飛んでくるというイメージ
なるほど、未経験者にとってはそのようなイメージを抱かれるんですね。
このエントリーもそのような方々向けです(笑)。
うちのはコレットが12mm & 16mmですので、
最大、面取りの刃などでしたら60φ位まで取り付けられるのでしょうか。
これは主軸の機械精度、ベアリング方式などで一概には言えませんが。
しかし例えばストレートの刃物でしたら3mm〜から40mmあたりまで揃っています。
天秤差しはご推測の通り、オスメス同時に墨付け、加工、テストフィッティング、微調整、仕上げ、と行きます。
一般には確かにオスを加工して、これを基準に白書きなどでメスに写す、というような解説がされているようですね。
ボクはそんな煩わしいことせずに、寸法から完璧に追ってノコを入れます。
その際はもちろんテストピースを用意して、0.1mm単位の精度で攻めます。
どこかで書き記したことがあったかもしれませんが、個人的考えとしては、木工加工も1つのプロダクト、工業製品的な加工工程を旨としています。
ジグは使いません。(その代わりテストピースを用意する、ということです)
ある程度のLOTであればジグも必要となるでしょうが、天秤差しの仕事は基本的には1本ものですので。
傾斜盤の方式は軸傾斜で、かつフェンスはダイヤルメーター(マイクロメーターみたいな0.1mm単位で設定できる奴)方式です(静岡では標準的システム)
あぁ、なお1間近いようなキャビネットへの天秤差し加工の場合などは機械での作業は無理ですので、この時にはしっかり角度のジグを作り、喜々として手ノコで加工しますよ。
どんなやり方でも天秤差しは快楽ですなぁ。
*お断り:エントリー記事中、画像、テキストのレイアウトが変ですが、実はこれ、MS IE6.0などでのCSS解釈のバグでの不具合があるためです。IEはどうしようもなくお馬鹿さん (×_×)
しかし残念ながら圧倒的なシェアを持つから等閑に付せません。
acanthogobius
2006-8-18(金) 22:51
うーん!快楽ですか。
そりゃ、ビシッと決まれば快楽ですよね。
私にとってはまだひとつの憧れというか
ストレスの溜まる対象でもあります。
マスターできれば他にも応用範囲の広い技術だと
思いますので自分なりのシステムを考えてみたいと
思います。