「天秤差し」と加工精度
 「天秤差し」という仕口は、板と板を直角に接合させる場合に用いられる仕口の中では比較的接合度の高い仕口といえよう。他にも1度接合させると絶対に外すことのできないという仕口もあるが、これはあまり一般的ではない(捻り組み接ぎ、など)。
「天秤差し」という仕口は、板と板を直角に接合させる場合に用いられる仕口の中では比較的接合度の高い仕口といえよう。他にも1度接合させると絶対に外すことのできないという仕口もあるが、これはあまり一般的ではない(捻り組み接ぎ、など)。
江戸指物という伝統的木工における考え方によれば、この「天秤差し」というような木口を見せる仕口であったり、あるいはまた仕口そのものを外に出すという手法は決して尊ばれることではない。忌避されるというほどでもないにしても、これ見よがしに技法を見せることを潔しとしないというところがある。
従ってこれに替えて「隠し天秤差し」というものがあるが、加工における難易度は高い、あるいは隠すほどではないということでボクはあまり用いない。
技法を見せる、見せないというところもその作者の美意識に依ればよいだろう。見せることで意匠的インテリジェンスを感じさせるようであれば良いだろうし、逆にいかにもこれ見よがしな技法の露出は効果を減ずるということになる(全体的なプロポーションとのバランスか)。
さて前置きはこれぐらいにして、その手法だが、ボクの場合は機械加工と、手加工、2通りのやり方で対応させている。
これは被加工物が大きい場合(1.800mmを越えるような大きさのキャビネットの天板、側板など)、機械の上で高精度に加工することは不可能なので、墨付け後、手鋸、手ノミなどで切削加工するということになるし、今回の手筺のような小物の場合には加工プロセスの6割は機械で攻める。
つまり出来うるだけ機械の加工精度の高さ、疲れを知らない働き者の機械の力に依拠するという考え方だ。
具体的にはそのほとんどを薄い丸鋸を取り付けた傾斜盤で行うというごく一般的な手法だ。
したがってここでは手作り木工などという概念など無用なものだ。
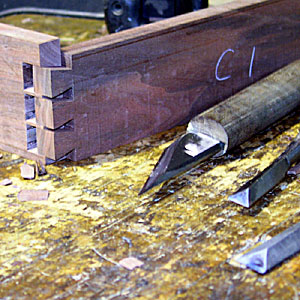
写真ではなかなかディテールまで分からないが、天秤の頂点はわずか2mmになっている。
良く関連の書籍、雑誌などで見られるハンドルーター、ピンルーターなどでの加工の場合は刃物の太さから規定されるので、最低でも6mmほど(ビットのシャンク太さ)になってしまうだろう。しかしこれでは「天秤差し」とは言えなくなってしまう。
あくまでも2〜3mmほどに納めるというのがポイント。

これを機械刃物、丸鋸でやってしまうのだ。つまり丸鋸のアサリ幅が2mm以下のものを用いることでこうした精度の高い加工が可能となる。
ただ機械加工とはいってもあらかじめ高い精度が得られるということは何も保証されているわけではなく、その機械を使いこなす職人の技量に依るところが大きいという意味では、やはり機械も手業の延長ということには変わるものではない。
具体的にいえば、徹底的な寸法の設定をするだけなのだが、これは0.1mmほどの精度が必要となってくる。しかしこれも熟練すればこの程度の精度は誰でも出せる範囲だろう。
写真では機械加工を終えた後の手のみ加工のところだが、ここでもしっかりジグを使いせっかくの機械加工での精度を崩すことなく、慎重に切削を進めることだ。
オスメスとも、この手ノミでの加工は底をさらうだけだ。側面は全て機械加工で終えておくこと。
因みに見えているノミは鎬(しのぎ)だ。天秤の切削加工には鎬でないと鋭角部分がさらえないので無理だ。
全てが上手くいけば、寸分の隙のないドンピシャな結合が出来、美しく魅せてくれるだろう。先のエントリーのように日々の辛い木工作業も、一転して快楽をもたらしてくれるものになることは保証しよう。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
