ブラックウォールナット材の色、人工乾燥について(再論)追記あり

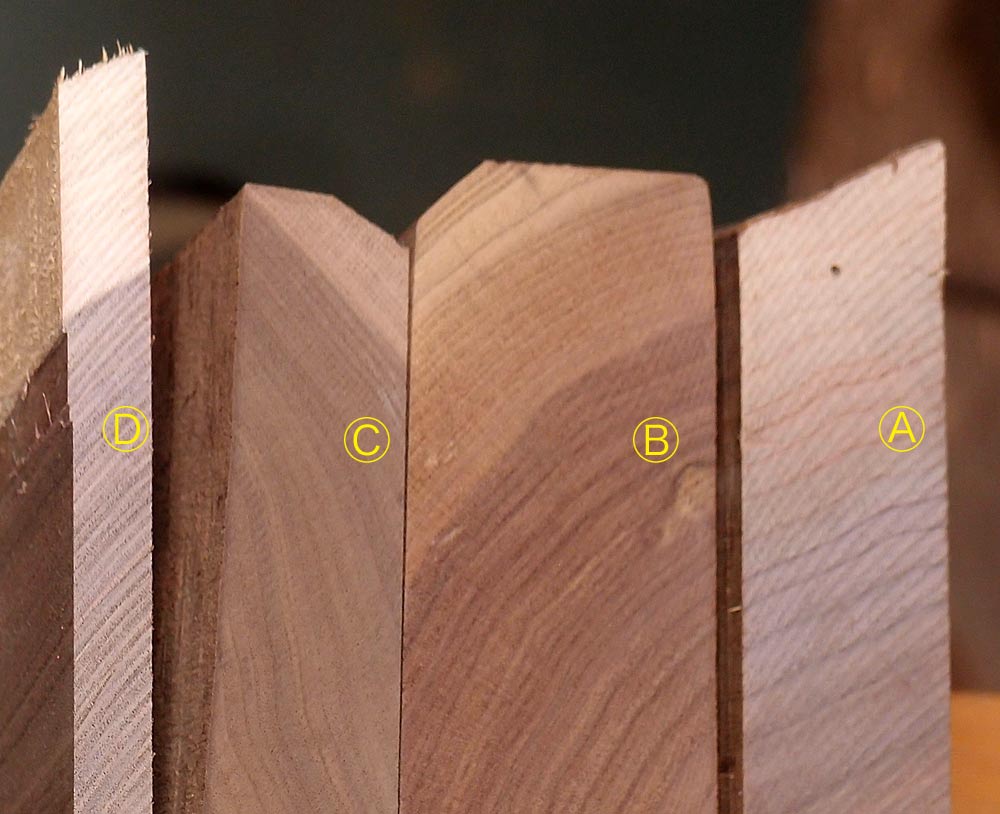
Top画像は4枚のブラックウォールナットを撮影したものです。
それぞれ、ジョインター(手押鉋)を通しただけのもので鉋は掛かっていませんが、表情はお判りいただけるでしょう。
下部の濃い部分はオイルを掛けています(OSMO:#1101)
Ⓐ 天然乾燥のみ(工房 悠 管理のもの)
Ⓑ 人乾の製品(米国のNW社製品)
Ⓒ 人乾の製品(北海道に本社のあるN社)
Ⓓ 人乾の製品(静岡、K社で製材、除湿乾燥)
Ⓐ 天然乾燥
これは6年前、静岡市内の木材業者Kさんのところで丸太買いしたもの。
丁寧に天然乾燥させ、数年前からぼちぼち使い始めているブラックウォールナット。
木理は特段個性のあるものでもなく、ごく一般的なものでしょうか。
他のものと比較対照すれば分かりますが、木理に沿い、色調は多彩に展開しているのが認められるかと思います。
緑色は無いようですが、紫紺が冬目部分に認められます。
この縞状に様々に表れるのがブラックウォールナットが標準的に有する色調の特徴です。
Ⓑ 人乾の製品(米国のNW社製品)
 10年ほど前、米国に本社があるN社から購入したもの。
10年ほど前、米国に本社があるN社から購入したもの。
この材木業者は、自社で山を持ち、大規模な木材生産をしている会社です。
製材・人乾も自社で行っており、山での伐採から、販売まで一貫生産していている企業です。
この板は、白太が多い部位でしたが、
白太部分にも赤身の色が移っているのが認められるかと思います(特に黄色の斜線部)。
その外側(緑の斜線部)も、やや黒くなっています。
赤身はピンクがかって綺麗ですが、天然乾燥と較べれば、色は薄く、多様な色調は明らかに失われていることが判ります。
Ⓒ 人乾の製品(北海道に本社のあるN社)
赤身にあるはずのチョコレートブラウン色は、ただ黒いだけの色調に変わってしまっているようです。
こうした人乾材は決してめずらしくはなく、通常一般に見られるものと言えるでしょう。
Ⓓ 人乾の製品(国内、K社で製材、除湿乾燥)
これは、工房ショールームの腰板に求めたものですが、ビミョウな多彩さは失われているものの、色調は比較的良く、乾燥材としては優良品と言えるでしょう。
白太が真っ白で、色の移行は認められません。
この白太ですが、腰板にはあえて一部残してあります(サンプルとして一般客への説明に好都合ということもありますのでね)
これは、除湿乾燥という方式の人工乾燥に拠るものです。
したがって原木が異なりますので、産地の違い、植栽の違いなど、明らかに条件の異なるものであり、どこまで有用な検証であるかは疑問もあり、極めて限定的なものであることは認めざるを得ません。
そうした限定的なものですが、傾向的な特徴を掴めるものとして有為なサンプルではあるでしょう。
米国Webサイト〈Steaming Walnut for Color〉の解読
前回、本件論考に深く関わる資料を米国のWebサイトから示しました。
《Steaming Walnut for Color. A description of Walnut steaming methods.》
このWeb上の資料ですが、読めば、その本旨は明瞭に理解できるものだろうと思います。
乾燥システムそのものにつき、かなり詳細でテクニカル的な領域を含む解説がなされており、私たちの疑問を氷解させてくれるだけの豊かな知見が開陳されていると言って良いでしょう。
ここでは、その要旨につき紹介しておきます。
【Steaming Walnut for Color】
・・・
Black Walnut (Juglens nigra) is a premier species for the lumber manufacturer, demanding top prices.
The heartwood color and the moderately light grain appearance are unsurpassed by any other species. On the other hand, the sapwood of walnut is white. The contrast between heartwood and sapwood is extreme and is difficult to modify or soften in the finishing process.
・・・
The issue of how to improve the appearance of sapwood is becoming more critical in recent years as tree diameters are smaller, meaning more sapwood, percentagewise.
Fortunately, a steaming process, pioneered by Hartzell Company of Piqua, OH, and by Conway Corporation of Grand Rapids, MI was developed over 50 years ago. This steaming of green walnut lumber has proven very effective for darkening the sapwood; it has also been used for beech (mainly done in Europe) and cherry.The steaming process for walnut varies somewhat from mill to mill, as there has been very little published research looking at the process. One European study on steaming times and temperatures concluded that 212 degrees F at 100% RH for 16 hours gave the best uniform color between sap and heart. They did note that cooler temperatures were not as effective, even when steaming was longer. They also noted that most of the color change occurred during the first four hours. In addition to darkening the sapwood, the steaming process also makes the heartwood more uniform in color.
・・・
The best steaming results are achieved by treating green lumber with wet steam in as tight a structure as possible at temperatures that give the most color in the least time. The lumber is not stickered, but is steamed tight-piled. There are two approaches to steaming. Steaming at elevated pressures and steaming at atmospheric pressure (sometimes called non-pressure steaming, or just called steaming).A. Pressure steaming. Art Brauner and Ed Conway (Conway Corporation in Grand Rapids) developed the optimum conditions experimentally. Then they settled on steaming at 6 pounds per square inch pressure and 230° F for 5 hours. A longer time is needed in the winter.This procedure not only darkens the sapwood; the heartwood loses its purplish cast and become chocolate brown. Although the coloration is rapid and time saving, the lumber must be cooled in the pressure vessel or end checking and honeycombing occur. An alternative is to take the load out of the retort and cover the wood with a tarp until cool. The lumber is then stickered and kiln dried.
B. Non-Pressure Steaming. Non-pressure steaming of walnut is done in special vats or buildings with provisions for wet steam at temperatures from 190° to 212°.
以下、略
翻訳(機械翻訳に手を加えた程度のお粗末な訳で、間違いがあればご指摘ください)
ブラックウォールナット(Juglens nigra:ブラックウォールナットの学名)は、材木の中でも最高価格で取引されます。
心材の色調は他材種には視られない素晴らしいものです。
一方、ウォールナットの白太(辺材)は白いです。 心材と辺材のコントラストは極端で、仕上げ工程に修正したり、緩和することは困難です。
・・・
近年では、取り分け小径木の辺材の割合からして、この白太の問題が重要になってきています。幸いなことに、ピクア(オハイオ州の町)のHartzell会社によるsteaming procesは、OH(オハイオ州)、グランドラピッズコンウェイ社、MI(ミシガン州)は50年以上前に開発されました。
生木のウォールナットへのsteamingは、白太を暗くするために非常に有効であることが分かっています。 それはまた、ブナ(主にヨーロッパで行われる)とチェリーのために行われてきました。ウォールナットのこのsteaming procesの公開された研究資料はごくわずかなものしか無く、工場によって多少異なります。
1つのヨーロッパの研究では、16時間、湿度100%、温度100℃が白太と心材の間で最高の均一な色を与えると結論しました。
長時間の蒸し時間でも、あるいは低い温度でも効果的で無いことに注目してください。色の変化のほとんどは、スタートして4時間以内に起きていることを指摘しています。
白太を黒くすることに加え、心材の色を均一(uniform in color.)にします。・・・
最良のsteamingは、最少時間で最大の色変化を与える温度で、できるだけ堅牢な構造で生材を蒸気に晒すことにより達成されます。
・・・
steaming procesには、高圧処理、大気圧処理の2つの方式があります。A.高圧蒸し
アート・ブラウナーとエド・コンウェイ(グランドラピッズのコンウェイ社)は、実験的に最適な条件を開発しました。
彼らは5時間平方インチ圧と、110℃あたり6ポンドでsteamingすることにしました。
冬場はより長い時間が必要です。
この手順は、白太を暗くするだけでありません。
心材はその紫がかった色合いを失います、そして、チョコレート色になります。
着色は迅速かに短時間に行いたいところですが、材木は圧力容器で冷やされなければなりません、また材の細胞膜が蜂巣状にならないように慎重に冷やされねばなりません。
・・・B;非圧力(大気圧)蒸し
ウォールナットの非圧力steamingは、88℃〜100℃の高温多湿の蒸気で、特別なバッド、建物で行われます。以下、略
テクニカル的な部分は少し専門的になりますので省かざるを得ないものの、steaming procesの目的とするするところ、あるいはその効果についても、ほぼ私の認識を補強してくれるものとして記述されていると思います。
- 辺材を黒く染め、歩留まりを良くし、商品価値を高める。
- その結果、心材の複雑な色調は奪われ、平板なチョコレート色に(均一に)なる
それに加え、ここではhoneycombing occur、と記述されていますが、たぶん樹木の細胞レヴェルでの物理的堅牢性が損なわれることを指しているものと思われ(間違っていればぜひご指摘ください)、高温、多湿の窯に長時間置かれる事によるダメージは、相当のものがあるものと考えた方が良いでしょう。
「詐術」:人をあざむく手段。偽計
ブラックウォールナットの価値は、チョコレートブラウンから赤紫、暗緑色等、多彩に展開する濃色の魅力にありますが、辺材(白太)は真っ白で、心材とのコントラストがドラスチックであり、商品化するにあたってはその価値基準からこれを除去するしかないという宿命にあります。
この問題を克服するための有用な方法として人工乾燥工程のプレ段階のSteaming(蒸し上げる)という方法が編み出されたのです。
このSteaming方式はブラックウォールナットの心材(赤身)固有の色素を100℃、100%の蒸気で抽出させ、これを辺材(白太)へと移行させることで黒く変色させ、新たな商品価値を創り出しているわけです。
(因みに日本国内での〈ボイラー乾燥〉では一般的には、90℃、24h という基準だそうです。
また〈除湿乾燥〉では35℃〜40℃でいったん蒸し上げ、その後、除湿で数日掛けるのが基本のようです)
この新たな価値の創出は材木関連産業、木工業界に歓迎されたことは言うまでも無いでしょう。
それまでは薪にしかならなかった白太をも商品とすることで、ブラックウォールナットそのものの「商品価値」を増大させる方法であったのだろうと思います。
これらは工業的な商品としての家具、床材などを制作する企業には画期的なものとして受け入れられてきたものと思います。
しかし、このSteaming工程がもたらすのは辺材の濃色化による歩留まりの大きな改善だけでは無かったのです。
色を抽出されてしまった心材(赤身)は当然ながらもブラックウォールナット固有の複雑多彩な色調を奪われ、本来の魅力を失い、平板で均一な、ただ薄黒いだけの、似て非なる別ものに成り下がってしまったのです。
本件では、こうした工程をあえて「詐術」としてきました(「なんちゃって」というわかりやすい形容も、ややキャッチーな表現ですが、「詐術」を含意することは言うまでもありません)。
私たちのように、木工家具に工芸的価値を追求するる者達にとっては、その用木としてブラックウォールナットとの出遭いは、実に魅力的な素材として歓迎されたものです。
知人の木工家などは、ただブラックウォールナットを使うだけで魅力ある家具を作ることができちゃう、と、ある種の本質を突くようなことを語っていましたが、安易な物言いとしてこれを否定することのできない、それほどにも稀なる材種なのです。
そうしたブラックウォールナットへの高い評価は、あくまでもその素材が本来有する属性、ここでは物理的性質等は省きますが、その色調の魅力を十全に発揮させてこそのものでしょう。
この極めてシンプルで真っ当な思考からすれば、Steaming方式によって作り出されたブラックウォールナットは、本来のブラックウォールナットとは異なるものであるとして、私はあえて「詐術」として捉えているわけです。
事実、こうした人工的に操作されている材木であるにも関わらず、日本国内ではそのことを明示して売買されているでしょうか。
たぶん、そうしたことを知らされずに、これがあのブラックウォールナットなんだと信じて疑わずに購入し、使っている人も少なく無いのかも知れません。
(過去、私の周囲にもそうした知見を持たず、知らずに使っている人は少なくありませんでした)
これらが示すのは、社会的には「詐術」と定義づけられても仕方のない流通の実態と言えるでしょう。
ただ、ここで注意を要します。
私はこうしたブラックウォールナットの人工的な操作そのものを非難しているわけではありません。
ブラックウォールナットはそれなりに供給力を持っているようですが、この天然資源を将来にわたって持続的に有効活用するという立場からは、このSteaming方式は有用であるのです。
色調を本来の姿に留めずとも、他樹種には無い独特の魅力を有し、他樹種と較べても堅牢性の高い物理的特性などとあいまって、市場では高価格で取引されているわけですので、そうした市場形成に異を唱えるものではありません。
(ブラックウォールナットの本来の魅力から歴史的に形成されてきたテキスト、イメージからはほど遠いものの、それをそのまま借用しているあざとさは否定できませんが)
そうではなく、こうした操作を明かさずに、これがブラックウォールナットなんだよと、市場に流通させ、売買され、その背景を知らずに使っているユーザーがいるという実態を知る立場からは、これを明かすだけの意味があるものとして、この問題へのアプローチを試みているのです。
きちんとその実態を検証し、そのメリット、デメリットを示し、その上でユーザーに納得の上で選択させる、そうした公正なる取引が求められるのだろうと思います。
もし、これまでSteaming方式のブラックウォールナットしか使ったことが無く、それがブラックウォールナットなんだと信じ込まされてきた木工屋であれば、ぜひ、天然乾燥による本来の姿を確認して頂き、その真の価値を認めることができるのであれば、それを用いた家具を作っていただきたいと思います。
Steaming方式は、色調の詐術のみなのだろうか。
Steaming方式では、あまりの高温多湿な窯に置かれることで、木材内部の油成分が抜かれてしまう、という話しもあるようです。
これは、木材の物性を変えてしまうことに繋がり、その材種が本来有する物理的特性を脆弱化させるリスクもありはしないかと思うところもあります。
知人の材木業の社長に聞けば、国内の90℃、24hという乾燥システムでさえ、約100年分は劣化する、とのことです。
経年変化による退色について
これまで記述してきたように、私の決して少なく無いブラックウォールナットでの家具制作の体験的実証から、天然乾燥のブラックウォールナットは、ほとんどまったくと言って退色変化を見せていません。
手元にあるものを限定的に対象としても、13〜15年ほど昔に制作したブラックウォールナット家具は制作当時の色調を今に留めているのです。
他方、Steaming方式の人乾材を用いた家具は色褪せを見せています。
また、Web上ではこのブラックウォールナットの退色については、それが当たり前であるかのように、多くの書き込みが視られるところからも、広く知れ渡っている一般的な認識であるようなのです。
こうしたところから、ブラックウォールナットの退色という問題は、Steaming方式と深く関わるという、強い蓋然性が考えられます。
ただ、科学的に立証された知見というものでは無いというところから「蓋然性」としておきたいと思いますが、Steaming方式がもたらす木材の物理的変成を考えれば、様々なところでダメージを受けているだろうことは想像に難くないものがあると思います。
閉ざされた窯の中で100℃、100%という蒸気を24h〜90h浴びせられるわけですからね。
おわりに
これまで3回にわたり、ブラックウォールナットの色調の在り様につき、検証してきました。
私はあくまでも一ユーザーでしかなく、必ずしも専門的な知見を有するものではありません。
ただ長年にわたり、このブラックウォールナットを使い続ける中で、その魅力に助けられ、様々な木工家具を作り、世に問うてきました。
そんな中、周囲から「ブラックウォールナットは色褪せする」というネガティブな話しが漏れ伝わってくるようになり、あるいは「買ったブラックウォールナット材の色が薄い」との嘆きに出遭ったりと続き、他方、私も様々な仕入れルートからブラックウォールナットの原木丸太に接し、あるいは乾燥材製品に接し、他の材種には無い、多様な市場性があることを自覚せざるを得ないという実体験もありました。
そこであらためて、このブラックウォールナットの魅力の最大の原資である色調につき、検証することにしたわけですが、非力さ故に、混乱をもたらしかも知れません。
ただ国内Web上では、この種のデータは皆無に近く、それだけに責任を自覚するとともに、事柄の本質へと真摯に向き合ってきた積もりです。
なお、〈退色〉については、まだまだ検証は足りません。
どうか、読者におかれましては、実体験はもとより、有為な情報があれば、ぜひご教示いただきたくお願いしておきたいと思います。
ありがとうございました。
✽ 追記2016.07.13
ABEさんからのリクエストもありましたので、Top画像に木口の表情を追記させていただきました。
差異がよりドラスチックに表れてると言えるかも知れませんね。
- Ⓑ、Ⓒ、特にⒷのへ白太への色移りも鮮明ですし、心材には紫色系は全くと言って失せててしまっているのが分かります。
- 対し、Ⓐの紫色は特徴的ですし、Ⓓも全体的なイメージとしては比較的に似ています。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

みしょう
2016-7-12(火) 00:34
引用文の翻訳中の、OH=オハイオ州、MI=ミシガン州、のはずですが‥‥?
わたしが木工屋になった頃、周囲の多くの木工屋さんはブラックウォールナットを主材としていました。綺麗だし売れるから!と。 ひねくれ者のわたしは、ならば国産材を主材にしようと決め、初めて購入したのが道産の楢です。挽き割りに立ち会わせてもらったのですが、わたしの楢の前にブラックウォールナットが挽かれていました。その見事な色調に一瞬に魅入られてしまいました。いつかこんな材を使える力量を持つことができるのだろうか、とも思いました。 木工を本業とするならば、売れてなんぼ!が当たり前なのでしょうが、とりわけ個人で『無垢材で‥‥』と言う木工業に携わっている方達は、材に関しても、加工に関しても謙虚な姿勢で向き合うべきと思っています。 材については自然乾燥による美しさとその材の癖?特徴を知ることが出来、加工では手道具による作業が機械が持つ加工の幅(領域)を広げてくれます。
今回のシリーズは、ほとんどB.W.を使わないものとしても改めてB.W.の魅力を感じるとともに、改めて木工屋としての自身の姿勢を見直す良いきっかけともなりました。ありがとうございました。(ご苦労さまでした!)
・閑話休題・
参議戦の結果に肩を落とし、永六輔の訃報、ザ・ピーナッツの妹・伊藤ユミの訃報‥‥ YouTubeでザ・ピーナッツを聞きながら、その歌唱力とB.W.の魅力と重なり合ったりしています。
artisan
2016-7-12(火) 08:01
ハハハ、州名でしたね(恥ずかしい )
ご指摘感謝。さっそく校正しました。
人工乾燥というシステムは、材木を用木とするための必須のプロセスです。
1寸、1年、などと良く言われますが、私はその倍以上の年月、自然乾燥させています。
企業ではそんな悠長なことはしていられませんよね。
加え、乾燥後の含水率の安定においても、人乾は良いシステムなわけです。
建築構造材では生木をそのまま使うケースもあるようですが、人乾プロセスの有用なことは知れ渡りつつあるように思われます。
さて、BWに限らず、ほとんどの木材はこの人乾により何らかの物性変化を受けることは間違いなく、このあたりの検証は現場単位での知見に留まっているものと思いますが、公的機関での検証が求められると思います。
ただ、今回のBWの人乾ですが、明らかに色調操作を目的としたもので使い手としては、自覚的であるべきでしょうね。
さらには、使い手(客)にも、然るべく伝えるという姿勢が誠実な態度ということになります。
ご指摘のように『無垢材で‥‥』というキャッチーなアピールも良いですが、そのためにも、その内実を自覚し、向き合うという態度が求められるということです。
「加工では手道具による作業が機械が持つ加工の幅(領域)を広げて・・」
確かに、良い材料であれば、なおのこと手加工による材との対話が意味を持ってくるということはたぶん真実でしょう。
またそうした営為にこそ、木工の真髄が潜む、ということもあるのだろうと信じたいですね。
みしょうさんは少しお若く、ザ・ピーナッツの後の世代と思いますが、
私などはど真ん中。「夢で逢いましょう」で育った世代ですからね。
六、八、九、トリオ、みんな鬼籍へと納まってしまった。寂しいですよ。
(こうして「戦後」は終わり、2016参院選結果は「戦前」の起点のような位置づけになるのでしょうか)
キコル修羅ABE
2016-7-12(火) 23:50
木口の「切断面」は、更にコントラストが見事
がっきり。
拡大画像をりく絵素塗
お願いします。
きこれみよちゃんと。
キコル ABE
2016-7-13(水) 10:39
納得。
わ
就活中
2016-7-14(木) 08:33
何方にも解りやすいBWNの色調の解説だと思います、
天乾は我々は一分一月と昔から言っています、それを最薄
1インチでは商業的には人乾を掛けるしか無いでしょうね、
仰る通りその方法が問題なのですが!
特にヨーロッパやアメリカ大陸各国に輸出の場合は、
日本より乾燥した空気なのも含水率をかなり下げる要因
なのでしょうね、
artisan
2016-7-14(木) 13:02
「就活中」さん、初(?)コメント、ありがとうございます。
材木の人乾、一般論についても、機会があれば別途取り上げてみたいものですね。
家具の欧米への輸出は、ご指摘の通り、含水率の問題は大きな障壁になるでしょう。
欧米から日本へは問題ありませんが、日本の製造環境を考えますと、
例え木材の含水率を低くしても、工場内の大気を空調しなければ、戻ってしまいますのでね。
acanthogobius
2016-7-14(木) 09:03
一歩、いや二歩踏み込んだ解説、恐れ入ります。
ここに挙げられた例は、色移りがまだ分かりやすい例で
流通している物の中にはもう心材も辺材も判然としないような
全体に色の薄い材が多いのかもしれませんね。
artisan
2016-7-14(木) 13:02
acanthogobiusさんは原木での購入〜天然乾燥も体験済みでしょうから、深い見識もおありでしょう。
また、退色に関し、有為な情報がありましたら、ぜひご教示ください。
就活中
2016-7-14(木) 16:06
K社の者です宜しく、
家具の輸出入の事は考えませんでした、立場の違いかな?
米広葉樹材はKDで乾いていて当たり前、それもかなりの含水率の低さ!!
前記の輸出先・本国の気候事情なのかな?と思います、
BWがBWNと気付くのに少し時間が掛かりました、
南洋材でもペルプックPPがPLPの時も有りますからね、
色々な所謂現地挽き乾燥材は聞く処に依りますと
丸太のままでは売り難いから製品にすると、
手付かずで高値で処分出来ればワザワザ製材・耳スリ・乾燥・
コンテナ詰めは手間も時間もかなり掛かりますからね!
無垢材をお使いの方々はご存じの通り色々な材の太い物、
傷の少ない所謂良材がどんどん少なくなっています、
一部の動きとして、下級材をわざわざ使い店舗家具を造る
動きも見受けられます、これからはそんな道も一つかな?
等と思います。
artisan
2016-7-15(金) 00:01
ははは、ちょっと勘違いしてしまいましたかね。
投稿者が分かり、勘違いに気づきましたよ。
木材資源の持続可能な活用方は、今後、より喫緊な課題として迫ってくるのも必至。
何でもかんでも無垢材というのではなく、欧州のように、厚突きを使ったランバーコア材とか、
新たな価値観を見出すような大胆な転換も必要になるでしょう。
今後とも、どうぞよろしくお願いいたします。
キコル修羅ABE
2016-7-15(金) 08:49
人工乾燥 キリンドライ
本来は、白太虫殺し 乾燥による反り変形防止
歩留まり向上 直ぐ使い が目的でした。
ところが内部応力歪がでるので蒸気併用をして
自然乾燥前工程を省き直ぐ熟れるトンデモ乾燥
輸出製材規格が出来て色付けが流行りました。
色調整という化学染料ステインを塗って厚化粧
人間もやっているんですから
板しかたないンで
木口を見せないし、知らない内に変質
BW論は現場からはじめでのハイライト
現物当たり、ようくわかりました。
それもさておき
1972 J.Nakashima作テーブル・ペルシャウオルナット材の
二枚剥ぎがハルクで展示されていました。100万でした。
見事な紫縞中杢でしたが、ペルシャ銘木をご存じ?
キコリーズABE
artisan
2016-7-15(金) 22:58
人乾それ自体に罪は無いのですが、
そこに過度な商品価値を付与するための操作がマズイんですね。
輸入材のほとんどは木口塗装されちゃってますね。
最初は木口割れ止めなのかなと考えていましたが、甘ちゃんでしたw
それもさておき、
ご指摘の板は視ていません。
ナカシマ回顧展(小田急美術館・1993 )で出口のフロア壁面に
巨大な2枚矧ぎの板が展示されていましたが、もしかしたらあれも、でしょうか。
ナカシマ回顧展で出品されていた「ミングレン・テーブル」甲板はペルシァン ウォールナットでした。
ハルクで一時展示されていた「Room Divider」にも使われていたような。
アメリカンBWと較べ、明るい色調でした。杢もありましたしね。
ナカシマ工房には世界から銘木が集まっていたと言いますからね。
日本の胡桃は、中国経由で、このペルシャのクルミがやってきたのが始まりとされ、
その後品種改良とか。
「胡」は西域からもたらされたという意で、「桃」はタネが桃のそれに似ているからだという説が。