栗の巨樹を愛でる(拭漆栗・書斎机の制作)その2

1m × 3mの天板
まず天板からいきましょう。
この大きくて厚い板ですが、含水率計を当てますと、15〜18%ほどを指し、ほぼ乾燥されていることが分かります。
そこで、問題の削りですが、幅は1mを越えますので、プレナーでの両面仕上げは無理。(1m以内であれば地域には1ヶ所、賃挽きしてくれる木工所があります)
シコシコと手で削るしかありません。
しかし反った状態の荒木からいきなり削るというのは余りにも無謀。
ここはやはり、この長大な木材に立ち向かうもっとも合理的と思われる方法、製材機に掛けることからスタートです。
以下、簡単にそのプロセスを。
- 長手方向の反りはほとんどなく、比較的平面が出た方を送材台車の定盤にあてがい、目的とする厚みに製材(結果、70mm近い厚みになった) これで、帯鋸の粗い目の状態ではあるものの、板全体としてはフラットな面を作ることができます。
- この平らになった面を引っ繰り返して定盤に当てがい、反対面の反っている部位をギリギリのラインで再製材し、平面を作ります。
いわゆる木端は残してのナチュラルエッジの仕上げですので、ここに製材機の爪部分が食い込むことを避けるため、あらかじめ、爪が食い込むだろうという部位に別の木をあてがい、仮止めしておきます(かなりの重量物になるために、ボンド、木ねじ併用) - 後は手鉋での削り。寸八、寸六長台などで削っていきます。
固い樺材、楢材や、杢のあるケヤキ材などを削ってきた経験からすれば、栗材の削りはとても楽です。
しかし、そうは申しても、1m×3mという長大なものであれば、決して簡単なものでもないです。
しかもプレナー仕上げの高品位な板面では無く、帯鋸の踊る板面ですので、荒仕込、中仕込、仕上げと、数段階にわたる削り作業になります。
またこれらの手鉋も何度も刃を研ぎ直し、ついには裏が切れ、裏押ししたりと、なかなか大変でした。
手を真っ黒にしながら(タンニン成分の強い栗材ならではの生体反応)、老体にむち打っての厳しくとも、楽しい作業ではありました。



左右の脚部
前述のように、重厚なボリュームで拭漆を施すことになるものの、ここは軽快でスタイリッシュな意匠で見せたいところです。

上部の寄せ蟻の桟と、畳ズリの脚を結ぶ、2枚の板を、後部にはボリュームを持たせた部材で、前部は楕円形に削り込んだ部材でそれぞれ結合します。
ただ、上部の送り寄せ蟻の桟は、あらかじめ天板に施した状態で設置現場に持ち込み、ここで全体を結合させる構造としましたので、工房段階では、下部のズリ脚と2枚の縦方向の部材を接合しておきます。
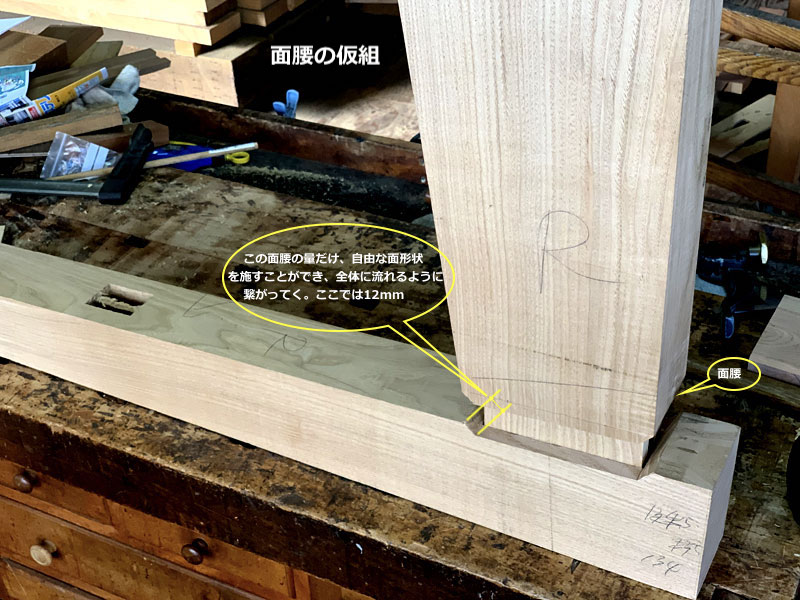

なお、後部の部材の接合仕口は面腰にします。この2つの部材は面(ツラ)で板面が接合されますが、3寸×6寸ほどの重厚なサイズのズリ脚でもあり、それ自体ごっついので、角は大きな坊主面で柔らかくしたいのですね。またこの面形状を後部の脚部にも連続して流していきますので、納まりの仕口は面腰という手法が必須の要件となります。
例えば安易にイモで接合する人もいますが、ここに大きな面形状を流すとなりますと、接合部の交わるところは面加工は止めねばならず、連続して繋がりません。
あえて繫げる場合は、接合後に手ノミ等の手加工で繫げることもできなくはありませせんが、決して綺麗に繋がるものでは無いでしょう。
こうした<span style=”background-color: #FFFFCC”>「納まり」</span>というのは家具制作におけるキモです。
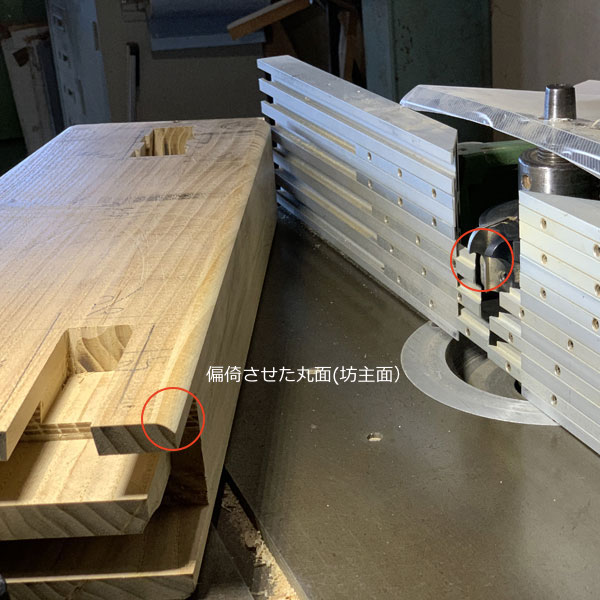
面腰を用いる事で、面加工は丸鋸傾斜盤等で途中で止めること無く連続して施せば良いのです。
そして2つの部材を接合すればスムースに美しく面は連続して流れていきます。
こうした合目的に加工を行うことが、クールで美しい納まりに繋がっていくのです。
ただ、この後部の部材もズリ脚の部材もカネではなく、それぞれ傾斜しており、面腰の加工は少し難易度が高いです。
中学校の算数を終えてないとダメかな?
次ぎに、長手方向の桟が結合される部位に送り寄せ蟻の枘を穿ちます。
上下の桟に、足掛け的な桟を加え、3枚の長辺方向の桟が接合される蟻枘になります。
これらの桟はこの重厚なデスク全体を支える構造体の重要な部位でもあるため、2寸近くの厚みにしましたが、蟻枘もそれに見合うボリュームにします。
最後に前部パネルが納まる2分の小穴を突きます。
[面腰]などの高品位な仕口と、[面チリ]などの「逃げ」の効用
なお、こうした、やや難易度の高い設計と、面形状を同一のものとして施すにしても、あえて板面をツライチに拘るなどということをするのではなく、面チリで設計すれば、簡単に、それなりにキレイに納まるでしょう。
いわば、私の設計指針は製作者の拘りの領域の事に過ぎない、という考え方も大いに説得性があると言えます。
そこは設計者、製作者の個々のスタイル、流儀として押さえておけば良いでしょう。
私の場合、近代の木工芸、あるいは木工芸といわずとも、旧いものでも良質な家具を視たとき、ハットするほど、精緻な仕口を施し、それが全体の品質に大きく寄与していると言ったものに出遭うことが屡々です。
私はそこに設計者、製作者の木工への揺るぎの無い誇りと、責任、自負を覚えるのです。
経済性、生産性こそ、万物すべての価値として優位にあるとする、現代社会の価値概念からは、大きく逸脱するものと言えるのかも知れません。
しかし木工というなかなか正当な評価が得られにくい業種においては、生産性だけに四苦八苦していたのでは、とても木工に誇りを持って打ち込むなどと言うことは、少なからずも私にはできません。
設計者、製作者の木工への意志を投下したディテール、あるいは総体的なフォルム、造形というのは、例え家具の専門家では無くとも、少しでも美意識を持ち、モノ作りへの敬意と関心を有する人には、間違いなく伝わるものです。
むしろ、私たちのような工房家具屋としては、そうしたスタイル、流儀にこそ、大手量産家具屋とは大きく異なるところであり、またそうしたスタイル、流儀を自らのものとしている人は、幸せに日々困難な木工に打ち込むことができる、というものでは無いでしょうか。(続

 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
