ワークベンチ(欧州型の作業台)

スカンジナヴィアンタイプ ワークベンチの制作です。
私も同種のワークベンチを使っていますし、公式サイトの方には、やや詳しい記述で紹介しています。
これまでも数度、このワークベンチ制作依頼があったのでしたが断ってきました。
制作の難易度からのネガティヴな応答であったことは否定できませんが、それより何よりも木工職人からの制作依頼に唯々諾々と応ずるのは、果たして・・・、という考えにとらわれていたのが主たる理由。
ご自身で作るのが最善では無いですか?と、丁重にお断りしてきたのでした。
無論、その際には求められるだけ、資料の提示、制作の勘所などはお伝えしておきました。
ただ今回請けたのは、プロのバイオリンメーカー(Violin制作工房)からの依頼であったからです。
バイオリンの制作環境では高品質なワークベンチの活用は必須です。
しかし、彼らの制作現場ではワークベンチを制作するような機械設備もスペースもありません。
たぶんその多くはショーベリ(Sjobergs)などの既製品を使っているのではと思われます。
また今回の依頼者はプロのバイオリンメーカーとして本格始動する若い人でしたし、その志しにエールを送る意味も含め、重い腰を上げることになったという次第。
スカンジナヴィアンスタイルのワークベンチ

依頼内容は上述の工房 悠のWebサイトに紹介しているタイプの本格的なものを、とのことでした。
本格始動するにあたり、どのようなワークベンチにするのか考え抜かれての依頼だったのでしょう。
納品時に分かったのですが、既にショーベリ(Sjobergs)のワーベンチをお持ちでした。
今回は設置する工房のスペースから私が使っているものよりややスケールダウンしたものですが、基本的なバイス機能はもとよりワークトップ下の収納キャビネットなども付属する本格的なものです。
このスカンジナヴィアンタイプのワークベンチ(ヨーロピアンタイプとも言われますが)の特徴ですが、詳細はWebサイトの稿に譲りますが様々なタイプのものがある中で伝統的なスタイルを踏襲しつつも、とてもよく考えられたものですし、家具制作に限定されるものではなくバイオリンメーカーが求めるワークベンチの条件としても、その堅牢性はもちろんのこと、豊富な機能性などからも、かなりの高次元において適正な選択であろうと思われます。
設計Plan
Size
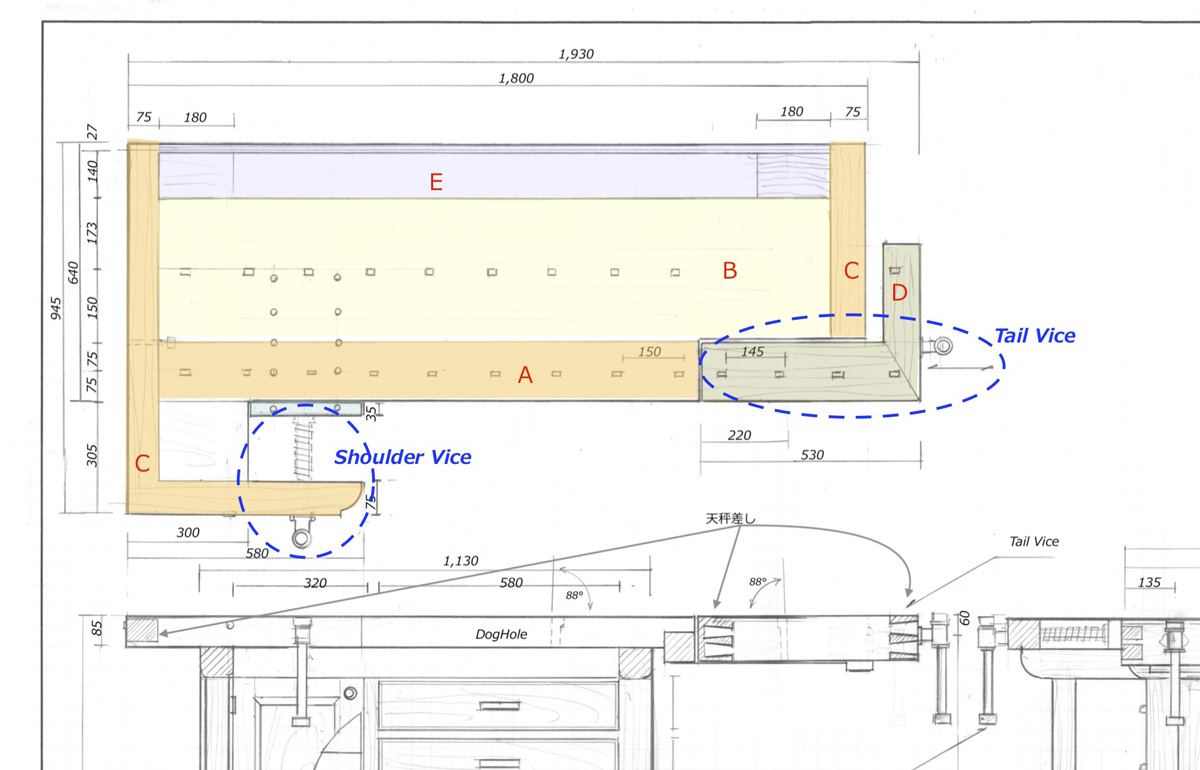
サイズは依頼者の作業スペース、および制作加工対象に依ることになりますが、今回はバイオリン制作のためのワークベンチであり、また一般住宅内のスペースに設置するということから全長を 2m以内、奥行きも1m以内に抑えます。
高さは大柄な方ですので欧米では標準的な830mmとしました。
バイス機能
スカンジナヴィアンスタイルの標準的なもので、Tail Vice および Shoulder Vice の2種を備えます。
ここがワークベンチのキモになりますので慎重に設計します。
Tail Vice
いわゆる主万力と言い換えられる重要な部分です。
作業者の一番手前に位置する150×150mmほどの断面を有するブロックの下部にTail Vice スクリューが埋め込まれ、これを前後に水平移動、摺動することで加工部材を締め付けていく部分です。
この上部のワークトップ部にはDog Holl という孔が複数 開口してあり、ここにDogを挿入し、ここに任意の長さの加工部材を挟み込むことで安定的な固定が可能となります。
また、Tail Vice ワークトップ側の垂直断面とこのTail Vice移動部の垂直断面の間に加工材を挟み込むこともできます。
150×150mmという面積を有する締め付けの断面は緩みの無いままに並行移動しますので、様々な部材を傷付けること無く均一の圧力で広い断面全体を締め付けることができます。
因みに、被加工材のことを考えこの断面には厚めの皮革を貼り付けておきます。
なお、万力と言えば挟み込む部分の下部に2本のバーがあるのが一般的ですが、このTail Vice にはそうしたものは存在しません。したがっていくらでも長いものを垂直に立て、挟み込むことが可能です。
Shoulder Vice
補助万力、側万力と言い換えても良いでしょうが様々な機能を有しています。
Tail vice と同様に下部に余分なバーなどありませんので様々なものを挟み込むことができますが、こちらはTail Viceとは違いワークトップに平行に取り付けられており、前後に長いので挟み込む加工材も多様になります。
2mを越える長さの板の木端を削ろうとするような場合、一方の端をこのShoulder Viceで挟み、他方の端近くをBench Slave という受け座の任意の高さで支えることで安定的に水平を維持しての切削アプローチが可能となります。
因みに鉋台の台直しなどもこのバイスで挟むことで実に快適に行うことができます。
これらのバイスは 後述のLee valleyのハードウェアのフィッティングを良く考え、その能力を十全に発揮させる設計でなければなりません。
Shoulder Viceの方はさほど問題にはなりませんが、Tail Vice の側は木部と複雑に絡んでくるところから、設計段階から加工にいたるまで最大の慎重さが求められます。
今回も木部との干渉などから、バイススクリューのフランジの一部を切断せざるを得ませんでした。
無論、スクリューの回転 摺動を阻害するようでは困りますので、慎重に行います。
このTail Vise、およびShoulder Vice のスクリューですが残念ながら国内での調達は無理で、海外からの輸入となります。
ま、それだけ日本国内での需要は無いに等しいものなのかもしれまぜん。
この2つはいずれも1・ 1/8インチの軸を持つもので、かなり信頼性の高いものです。

収納スペース
スカンジナヴィアンスタイルのワークベンチも様々で、収納スペースを設けるというのは必ずしも一般的では無いのかも知れません。
ただ私自身の最初の設計では、ワークベンチでの作業環境において鉋や鑿などは可能な限りに至近距離に置きたいという考えがありましたし、ワークベンチのワークトップの下をただの空間にしておくとすぐにいつ使うとも知れない工具や木片が無造作におかれてしまうことは目に見えていましたし、さらには良くありがちな鉋や鑿をこれ見よがしに壁にディスプレイするというのは趣味ではありませんでしたからね。
四季の環境変化が鉋の台へ与えるダメージも避けたほうが良いに決まっています。
そんな理由もあり、鉋や鑿など使用頻度の高い手工具をワークベンチ下部に収納するというのは実に理にかなった考えなのです。
ただ多くの場合、こうしたことが省みられないというのは木工業における作業環境への意識の低さの表れともいえます。
制作にあたっては本体との絡みの処理などやや難易度もありますが、今後ワークベンチを作られる人はぜひ考慮していただきたいところです。
今回は右手にやや広い間口の抽斗を5杯、左手に扉を介しいくつもの小抽斗を設けます。
右手の大きな方には鉋など比較的大きな手工具など、左の小抽斗には鑿などを含む様々な手工具や定規、ジグなどが入ります。
全体的にはこの収納部を設けることでより重量も増してきますので、ワークベンチに求められる自重の重さが増すことでより安定してきます。
用いる材料
樺材
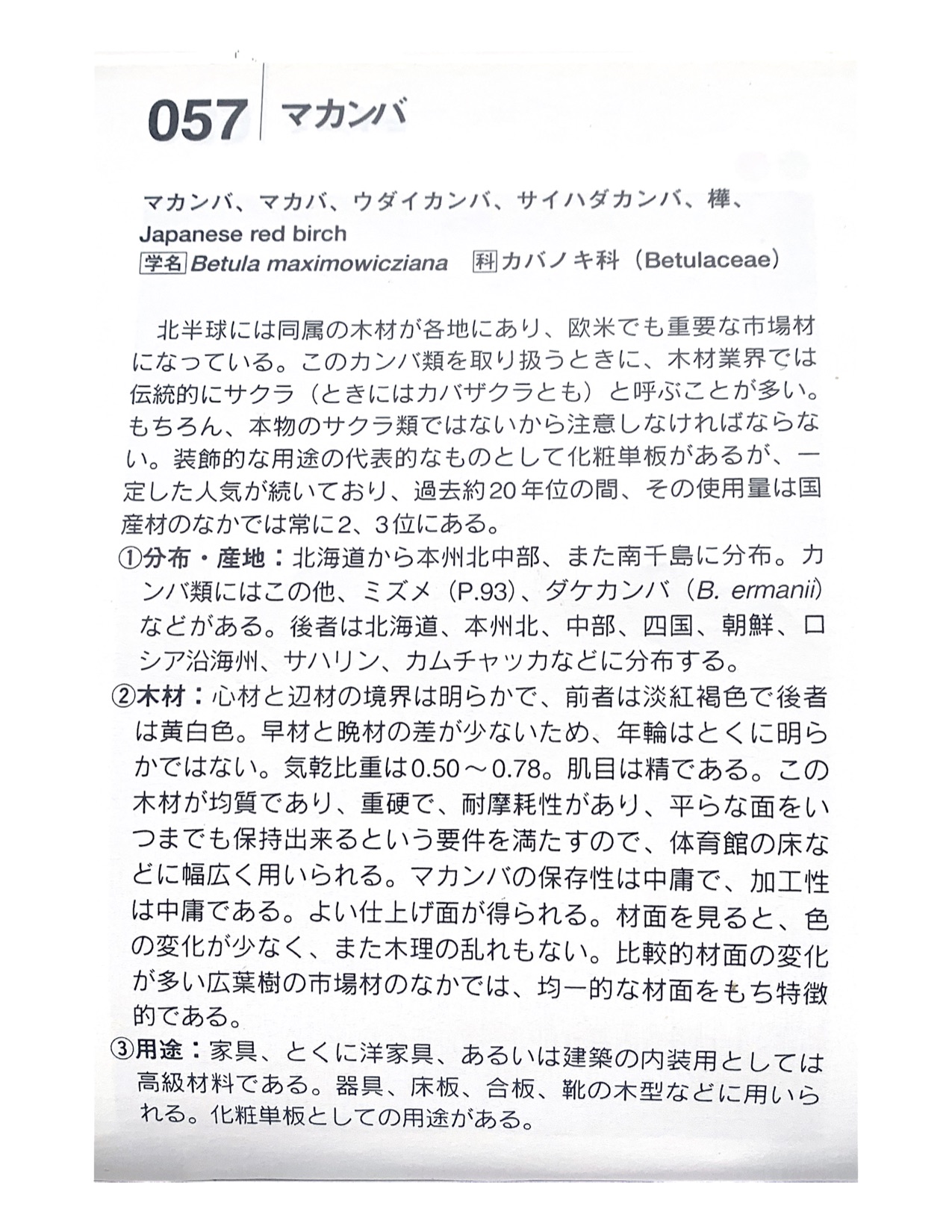
ワークベンチの主材としては、その本場、欧米では一般にはビーチ材(欧州ブナ材)が用いられることがほとんどのようです。
もちろん、このビーチ材を入手して制作するのも良いでしょうが、日本における木工用の作業台、アテ台には樺材というのが定道となっています。
古来より木の文化に親しみ豊富な樹種に囲まれた日本では、伝統的に樹種それぞれの特徴に合わせた使われ方がされてきたのですが、作業台にはもっぱら樺が尊ばれてきたのです。
物理的特性としての重厚さ(気乾比重:0.75)、硬質性はもちろんのこと、散孔材であることで外部衝撃からの破綻も少なくワークトップの品質として求められる板面の高度の耐摩耗性、耐久性があります。
樺という樹種が豊富に入手できる日本という国の自然の植栽には感謝したいものです。
現在、市場では赤みの強い良質な樺材を探すのは困難になりつつあるものの、化粧的な部位に用いるので無ければ入手は比較的容易でしょう。
私は松本民芸家具に関わったことからも、起業時から潤沢にこの樺材を調達してきましたので、ワークベンチに必須の3寸板、3寸角材などを含めすべて在庫分から木取りすることができました。
なお、市場では良質なものの入手が困難になりつつあるため、いわゆる雑樺(ザツカバ)と呼称される低劣な品質のものに席巻されつつあることも確かです。
いかに作業台だからといってもあまり妥協せずに良いものを使いたいものです。
ハードウェア
ワークベンチのキモでもあるバイス(万力)は専用のものを調達します。
私が自分用に制作した工房を起ち上げた頃は海外からの調達は困難で、国内で流通している木工用のスクリューを購入し、それを旋盤加工するなどして、かろうじて目的とするバイスに改修させて用いたものですが、今では米国から容易に専用のバイスを調達することが可能です(国内にも米国など海外から木工関連資材を輸入販売している店舗があり、そうしたところでの扱いがある可能性もあります←私は見つけられなかった)。
今回は米国・カナダで定評のある Lee valley のものを購入(バイスはWoodcraftsなど複数の通販会社での扱いがありますが、スカンジナヴィアンタイプ専用のものとなると、扱い店は限定的です)
Shoulder Vise、Tail Vise、それぞれ1本ずつ用意します。
スクリューは1 1/8″(約29φ)というかなり頑固なもので信頼がおけます。
- Tail Viseスクリュー(主万力)Product# 70G01.52
- Shoulder Vise スクリュー(側万力) Product #70G01.51
ハードウェアの主なものとしてはこの2本のバイス スクリューのみです。
構成
ワークトップ
ワークベンチとしての機能をすべて盛り込んだ部位がこのワークトップです。
まずは、一定の広さを有する水平で平滑な作業面を確保します。
ここにTail Vice(主万力)とShoulder Vice(側万力)が備えられ、木工手加工における様々なスタイルでの圧締、固定が叶えられます。
図 A は作業者にもっとも近い部位でもあり、ワークベンチ作業の多くがこの領域で行われます。
作業の種類の中には、家具の組み立てなどでこのAの部位を使った大玄翁による枘の打ち込みなどもありますので、堅牢なものでなければならず、ここでは85t × 150wという断面を持たせました。
中央にはDogというペグ状のものが抜き差しされる孔が1列に開口されています。
様々な長さの被加工材を締め付け、固定させるためのものです。
Dog機能の性質上、この孔はやや傾斜しDogの頭部が埋め込まれるためのものでもあるために、加工工程上の配慮から2枚の板を矧いだものとなります(75 × 85mm×2枚)。
BはAよりは1段薄い材で構いません。2寸(≒60mm)ほどでしょうか。
こちらにもDog Holeを1列に開孔します。
標準のワークベンチではあくまでもAに穿った1列のみなのですが、広い板の削り作業などにはこの部位にも締め付け機構があった方が都合が良いとの考えからです。
DがTail Vice(主万力)になります。
ここはA,およびBに穿った任意のDog Holeに差し込まれたDogとの間におかれた被加工材を挟み圧締するために、Tail Viceのスクリューの回転機構が埋め込まれたものになっています。
また、ここには複数のバー(棒)などで、軽快に平行移動させるための機構が隠されています。
私は30年以上前に同じものを作っていますが、この複雑な機構をすっかり忘れてしまっていてあらためて関連資料にあたることになったのでしたが、ワークベンチのキモともなるこの複雑ながらも合理的な機構を考案した先人には心から敬服する思いで加工に挑んだものです。
また、Tail Vice部の内部の加工、組み立ては慎重さを要求されるところからなかなか大変ですが、組み上げ、Tail Viceのスクリューを回転させ、スムースな摺動が確認できたときは自然とほくそ笑み、深い安堵を覚えたものです。
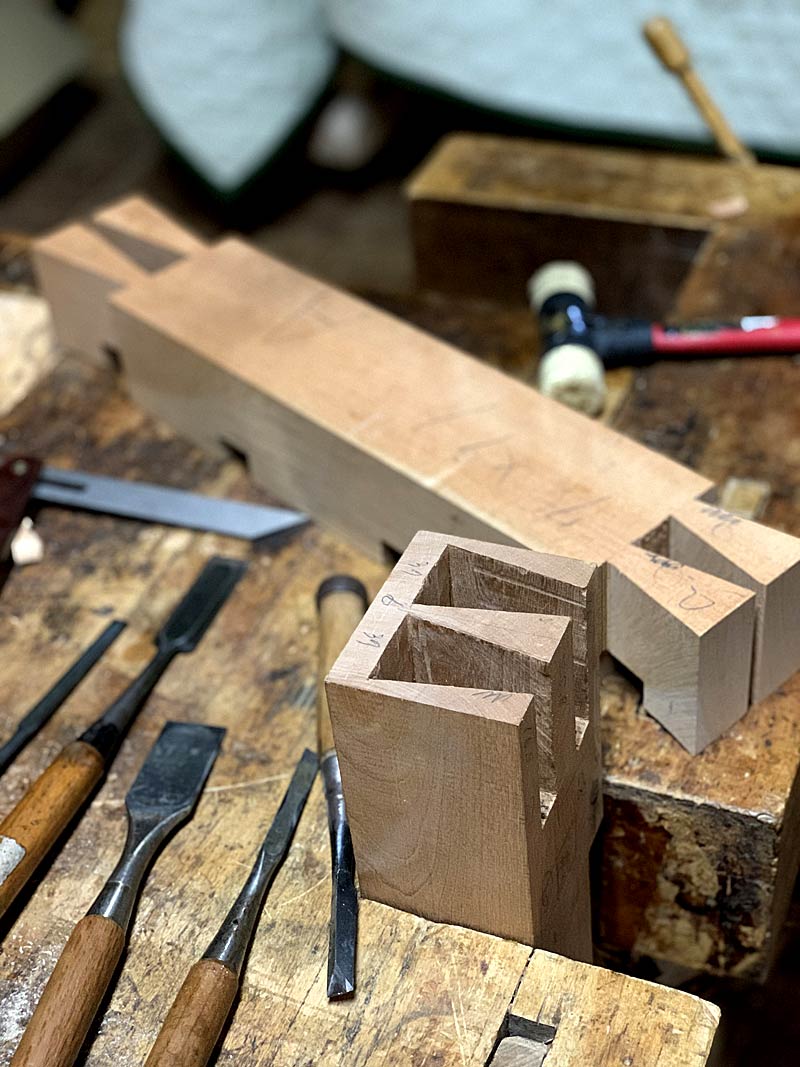
なお、このTail Vice部位の接合の多くはダブテイルになります、
何も美的な仕上がりを狙ってのものではなく、Vice、万力という構造的な要請からのものであることにお気づきの方は、この種ワークベンチを良く理解されている方になるでしょうね。
このダブテイル接合であればこそ、日々、過重な負担の掛かるVice、万力部を常に最良の状態に維持し、制作者が死してもなお、使い続けられるほどの長期に渡る品質、精度を確保するための手法なのです。
3寸ほどの深さのダブテイルになりますので「包み」のダブテイルの切削加工では丸鋸傾斜盤やルータービットなどという機械、道具に頼るわけにはいかず、手鋸、手ノミの世界です。(オスは丸鋸昇降盤での加工が可能です)
以下、参考までに関連する画像です










脚部兼、収納部
何よりも、ここは重厚なワークトップを支える部位となるために、相応の堅牢さで設計しなければなりません。
ワークトップ下の横桟、これを支える柱、そして床に接地する部位のズリ脚。そしてこれら左右の帆立を繋ぐ前後4枚の桟という構成。
前後4枚の桟を除けば、すべて3寸角の樺材からの木取り。
こうした脚部を、薄い板を矧いで間に合わす、というのは頂けません。あくまでも3寸角の材を用います。
また、上下の横桟、ズリ脚を繋ぐ脚部はそれぞれ20mmほどの厚みを持った貫通での2枚ホゾとします。
3寸厚の樺材に貫通枘を角ノミで開けようとすれば、たちまち工房を充満させるほどの摩擦熱での煙が出てしまいますが、刃の焼きが戻らぬ程度に、じっくりと開孔するしかありませんね。


重厚であるため、プレスの剛力で!
次ぎに収納部ですが、ワークトップを支える3寸角の脚部をそのまま帆立の部材とする設計です。
全長を2 m内に抑えたこともあり、右に横幅のある抽斗のキャビネット部と、左には扉を持つ、浅めの小抽斗群の2ブロックの収納となります。
左の扉はインセットの構成上、内部の抽斗は「造り帆立」を施し、ここに吊り桟を嵌め込み摺動させるという、和タンスなどによく用いられる構造です。
また右の抽斗には重量のある工具も納められるでしょうから、摺動は確実でスムースで無ければなりませんので中央部に煽り止めを兼ねたスリ桟(センターラン)を設けます。
また最上部の抽斗はDog Holeから漏れ落ちるダストが抽斗に流入するのを阻むための蓋を設けます(私自身のワークベンチの場合はこれをしませんでしたので、いつも抽斗はクズが充満 嗤)


上下の横桟(この画像では左右)はミズメですね。緻密細胞で濃色。


以上、設計上のポイントになりますが、加工においては木取り、加工ともに重量材を対象とするところから大変な作業になりましたね。
なお、今回はバイオリン制作者からの依頼による制作でしたが、読者の木工職人の方もぜひご自身の作業台としてこのワークベンチを作ってみませんか。
職人人生の最後まで相棒として使い続けるものですので、妥協すること無くぜひ良いものを作りましょう。
このワークベンチの依頼者、中山様からコメントをいただいており、ご本人の承諾を得ての紹介です。
この度、杉山さんに作業台を作って頂きました弦楽器製作家の中山と申します。
こちらの作業台は一言で本当に使いやすいです。今までは市販の作業台を使っていたのですが安価な事もあり作業する上で身体を痛めてしまう事もあり苦労していました。
それに比べ、杉山さんの作業台は隅から隅まで作り手の思いが感じられます。天板には樺材を使うことで重量感を高め、ちょっとした事では動かないので身体を痛める事を気にせず使えています。
また、tail viseで挟む箇所には牛革を用いることで対象物をしっかり挟み込みホールドしてくれるので作業がとてもスムーズになりました。抽斗は杉山さんと何度も話をさせて頂いたのですが、一つ一つ丁寧な仕事が施され引き出しやすさ閉じやすさ共に負担なく使えています。
まだ私も使い始めて間もないですが、本当に魅力的な作業台です。今後も大事に使わせて頂きます。 中山 雄太
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。

abe
2020-3-10(火) 21:38
主バイス
C- D下の 受け桟バーが 図面ではあるような
ないような
カネオリのアテ材の下端が邪魔になるような
ないような
立体構造図がどこかにありらん
手を抜かぬ
誠実な仕事で100年
名器ドック
手持既製は
締つけ甘くグラリ
オーダ完璧
GGG
abe