木材加工におけるノギス
木工加工でノギスを用いる意味について
私はたとえ有機素材を対象とする木工にあっても、その制作過程における基本的なスタイルにはプロダクト的な思考が欠かせないと考えています。
もちろん、木工製品の評価や魅力というものは意匠であったり、フォルムであったり、素材感であったりと、工業製品には無い美質や感性に訴える領域が重要であることは言うまでもありません。
構想から設計段階においては自身の信ずるフォルムを練り上げ、あるいは美質の追求をとことん行いつも、しかし具体的な設計においては、そうしたプランを木工加工プロセスへとロジカルな思考で落とし込まねばなりません。
なぜなら構築的な性格を持つ木工、機能性をも求められる家具においては加工精度の高さは所与のものでなくてはならないからです。
そうした必須の条件を満たしてはじめて、目的とするフォルムを生み出し、ねらった美質も醸されてくるというわけです。
ここ数回にわたって展開しているノギスによる枘の計測という状況を事例として、具体的に考えてみましょうか。
木工の主たる素材、木は材種によっても、あるいは同一材種でも部位によっても、細胞配列は異なり、軽軟なところもあれば重厚なところもあったりと千差万別なものです。
したがってホゾ加工のような2つの部位の接合において求められる嵌め合いの強度については何らかの補正が必要だろうと考えることもできますが、しかし過度にそれを追求すると良い結果は得られません。
例えば、楢材に12mm厚の枘を加工するとしましょう。
角ノミで12mmの枘穴を開けるまでは良いとして、ここに接合する枘加工はどうされますか?
楢材であればかなり重厚ですので、針葉樹のようの12mmよりやや厚めに加工する、などといったことは不要で、12mmぴったりで加工すれば問題無いのです(枘における締め代ですが、厚み方向ではなく幅方向で効かせます。厚み方向で締め代を取ろうとすると、その部位の木部が割裂するリスクが高まります)。
そこを、いちいち部材ごとに、開口された枘穴に合わせ嵌め合い強度を確認しながら加工するという、無駄に(丁寧な?)職人を見掛けることもあります。こうした考えではノギスはもはや不要と言うことになるわけですが・・・。
このように、個別具体的な部位、部位に合わせるような考え方の木工ではとても煩雑になるばかりか、結果どうなるかと言えば、部位、部位によりその框などの寸法精度が当初の設計通りでは無く、相互にビミョウに変化してしまうことになるでしょう。
例えば1ヶ所、0.5mmほどの誤差が生じたとしましょう。この場合これが前後2ヶ所だけでも、最悪、合計1.0mmとなるかもしれず、この状態で組み上げた場合、真四角であるべき面も菱形や台形など、異形なものになってしまい、そこに抽斗を入れるとなればスムースな出し入れは難しくなるのは必至です。
ここはあくあでも12mmピタリに加工し、統一的な寸法精度で加工を終えれば、組み立て後のメチ払いも極小で済むでしょうし、抽斗などが入る場合も、設計通りに加工することが可能となり、全てはスムースに事が運び、当初の設計通りのものができるだろうことはお分かり頂けると思います。
枘の相手である枘穴も同様です。
建具屋などは枘取り盤で枘加工することが一般的で、枘穴は必ずしも厚み方向の中央では無い場合も多いようですが、私の場合は例外もありますが、基本は厚み方向の中心に開口します。
 この場合ももちろん小型ノギスで枘穴の左右の寸法が同一であるかを確認することもありますが、基本は角ノミの刃に合わせた枘のサンプルを頻度の高い部材の厚みごとにそれぞれ作り置きします。
この場合ももちろん小型ノギスで枘穴の左右の寸法が同一であるかを確認することもありますが、基本は角ノミの刃に合わせた枘のサンプルを頻度の高い部材の厚みごとにそれぞれ作り置きします。
これをテストピースに開口した枘穴に挿入し、精度のチェックを行います。
枘サンプルをテストピースに左右ひっくり返して挿入することで、その開口の精度が限りなく正しい水準で確認できることになります。
厚み方向の中央に枘穴を穿つという方法は、枘のオスメス接合の精度追求において、優れて合理性の高い考えなのです。
角ノミ機というのは、その構造的特質から必ずしも高精度に枘穴を開けられるマシンではありません。
同一の枘穴を多数開口することも多いわけですが、そうした場合は、時折、位置精度を前述の枘サンプルで確認しながら作業を進めるという配慮も必要です。
切削深さの測定もノギスで
なお、丸鋸傾斜盤などでの切削の深さの測定ですが、一般には150mmほどの直定規や、ノギスのデプスバーで測定する事が多いでしょうが、より高精度な測定法は、やはりノギスのジャーで行うのが良いでしょう。
どういうことかと言えば、直定規でももちろん測定はできますが、目盛りの目視はややアバウトにならざるを得ません。
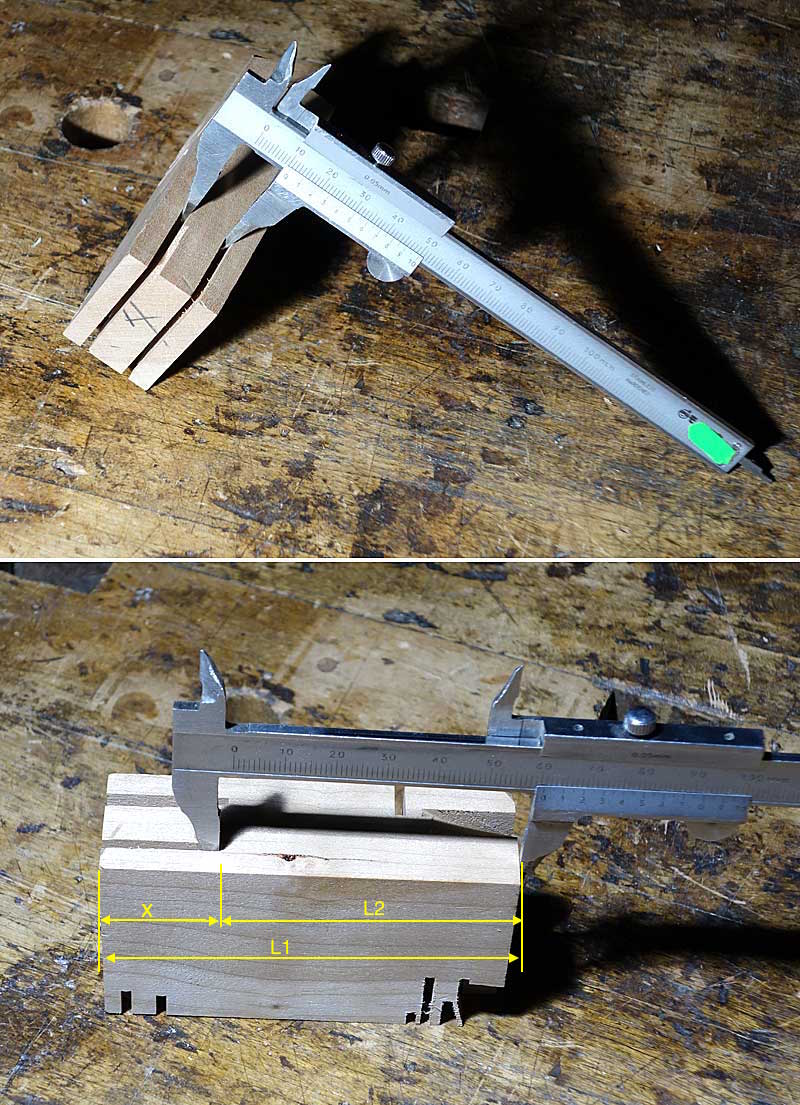
そこで鋸のカットの最深部と、逆側の木端の間(L2)を測定し、そのテストピースの全幅(L1)との差を計算すれば、0.1mm単位での実効的な深さ測定が可能となります。
(右図:深さX = L1ー L2)
直定規を挿入して測定する方法より、デプスバーでの測定より、簡便かつ高い精度で計測可能です。
ノギスのデプスバーの場合は、先端形状がピンポイントに近く、鋸チップの痕跡による誤差に影響されます。
ノギスのジャーであれば、木材が嵌め込まれる状態と同じ状態で計測できるため、計測精度は高まるのです。
こうした減算を使った計測の応用例は他にもいくつもあるでしょうね。
作業工程で無用に苦労し、しかし結果散々なことになりかねない愚は避け、快適に楽しく作業を進めた方がよほど賢明でしょう。
つまり木工加工においてプロダクト的な思考が求められるという理由がここにあります。
こうしたことを可能にするのが精度の高い加工であり、この高精度の加工に寄与するのがカスタム化されたノギスというわけです。
 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
